
對于滾壓管16mn液壓絎磨管值得信賴產(chǎn)品,我們傾注了無盡的心血和熱情。而我們的視頻,正是我們向您展示這一成果的方式。
以下是:山東濟寧滾壓管16mn液壓絎磨管值得信賴的圖文介紹
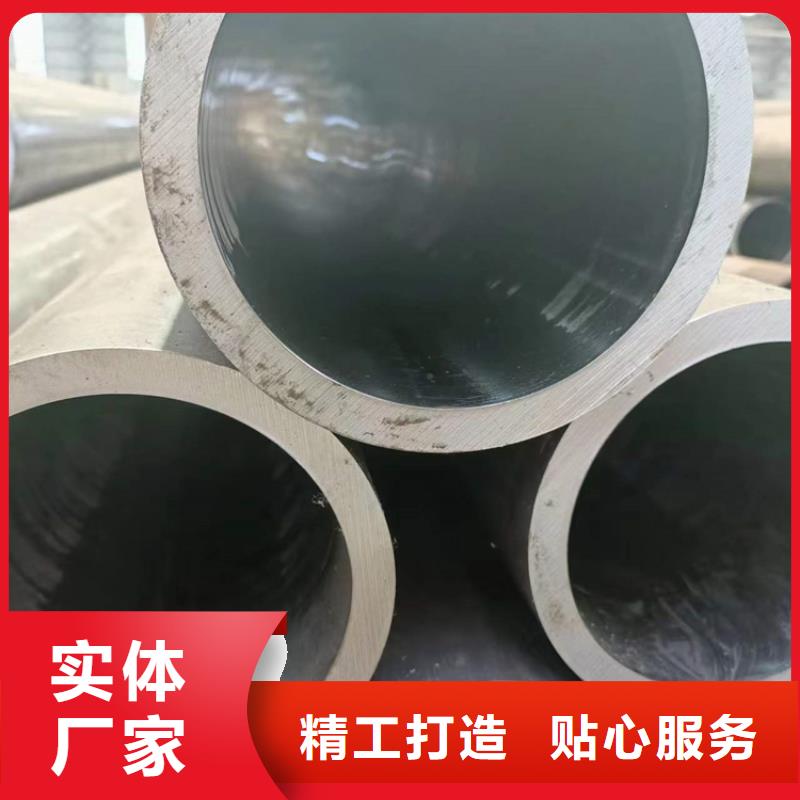
山東濟寧珩磨管油缸管絎磨管厚壁油缸管用柴油或煤油清洗后,涂刷潤滑油后用油紙包好, 放入木箱中,存放在干燥無腐蝕的環(huán)境中。在液壓缸外表面和內(nèi)表面噴柴油,內(nèi)層用布覆蓋,涂防銹油和外涂層。放在干燥處,先用柴油清洗干凈,再用黃油內(nèi)外涂一層防銹劑。
如何提高絎縫管的疲勞強度通過滾壓成形,在滾壓表面形成冷加工硬化層,減少了磨削副接觸面的彈塑性變形,提高了絎縫管內(nèi)壁的耐磨性,避免了磨削燒傷。軋制后,表面粗糙度的降低可以改善匹配性能。軋制是一種無切屑加工,它利用金屬在室溫下的塑性變形來壓扁工件表面的微小不平整度,從而改變表面結(jié)構(gòu)、機械特性、形狀和尺寸。因此,這種方法可以同時達到精整和強化兩個目的,而這是磨削所不能達到的。無論采用何種加工方法,零件表面都會留下細小不均勻的刀痕,導(dǎo)致峰谷交錯。滾壓加工原理:是利用金屬在室溫下的冷塑性特點,用滾壓工具對工件表面施加一定的壓力,使工件表面的金屬產(chǎn)生塑性流動,填充到原來殘留的低凹槽中的壓力精整工藝,降低了工件的表面粗糙度。由于軋制表面金屬的塑性變形,表面結(jié)構(gòu)冷硬化,晶粒細化,形成致密的纖維狀,形成殘余應(yīng)力層,提高硬度和強度,從而提高工件表面的耐磨性、耐腐蝕性和相容性。軋制是一種非切削塑料加工方法。滾壓管



山東濟寧珩磨管油缸管絎磨管鋼材不同,珩磨管淬火裂紋發(fā)生的幾率也不同。一般說,鋼材含碳量越高或Cr、Mo含量越高,越容易發(fā)生淬裂。下圖表示水淬時淬裂傾向與鋼的化學(xué)成分的關(guān)系。圖中所示指數(shù)的負值越高,即為淬裂傾向越大。由于各種鋼材的淬裂傾向不同,在設(shè)計零件時應(yīng)根據(jù)性能要求,根據(jù)淬透性和脆硬性,從工藝和經(jīng)濟等角度綜合分析和選擇鋼材。化學(xué)成分與淬裂的關(guān)系(水淬)3.2 珩磨管淬火零部件 機械零件的設(shè)計往往主要考慮材料的力學(xué)性能而忽略熱處理工藝性能。有些零件從材料強度上看可能很合理,但從熱處理工藝角度分析,其形狀尺寸可能是不適當(dāng)?shù)摹榱朔乐沽慵阽衲ス艽慊鸺崩渲虚_裂,應(yīng)設(shè)法使其均熱均冷,均縮均脹。為此,在零件設(shè)計中要注意兩點:(1)斷面要均勻;(2)沒有缺口效應(yīng)。良好的設(shè)計要求截面厚度均勻、形狀對稱、平滑過渡和加開工藝孔。對于形狀復(fù)雜、尺寸較大(大于400mm)的大型凹模及薄而長的凸模,應(yīng)采用分離鑲拼結(jié)構(gòu),變繁為簡,化大為小,變模具內(nèi)表面為外表面,既便于冷熱加工,又可以有效降低淬裂傾向,提高產(chǎn)品合格率。滾壓管



液壓機械(濟寧市分公司)是一家專業(yè)致力于 液壓油缸管的開發(fā)設(shè)計、銷售推廣為一體企業(yè)。經(jīng)多年的銷售經(jīng)驗,公司一直與國內(nèi)外生產(chǎn)廠家保持良好的合作關(guān)系。批發(fā)零售: 液壓油缸管等。本公司進貨渠道廣泛,產(chǎn)品齊全,質(zhì)量保證,貨源充足,歡迎廣大新老客戶來電咨詢!液壓機械(濟寧市分公司) ,文明經(jīng)營,以誠為本。


山東濟寧珩磨管油缸管絎磨管很多鋼管的偏心都是這個時候產(chǎn)生的,所以嚴格控制這穿孔環(huán)節(jié) 十分重要。精軋鋼管 冷拔鋼管 由于穿孔的原因 也會產(chǎn)生偏心問題:任何破壞由軋輥、頂頭、導(dǎo)板三者形成的變形區(qū)幾何形狀正確性的因素,都將使毛管壁厚不均加劇。(1)頂頭。①頂頭的形狀設(shè)計,理想的頂頭輾軋錐應(yīng)與軋輥出口錐平行,如果按照傳統(tǒng)的馬特維也夫公式設(shè)計頂頭,其頂頭的輾軋錐與軋輥的出口錐是不平行的,金屬在這樣一個逐漸擴大的間隙內(nèi)變形,勢必造成管壁輾軋不充分而導(dǎo)致毛管壁厚不均,而且,隨送進角的增大毛管壁厚不均更加嚴重;②由于頂桿的剛度不夠,在穿孔過程中產(chǎn)生彎曲,使頂頭不能保持對中位置,從而使穿出的毛管壁厚不均;(2)導(dǎo)板。①導(dǎo)板距過大,在穿孔過程中是依靠導(dǎo)板的限制作用來保持穿孔中心線的,導(dǎo)板距大,頂頭在上下位置變化大,使頂頭不穩(wěn)定,導(dǎo)致毛管壁厚不均。②上、下導(dǎo)板的不均勻磨損也會加劇壁厚不均程度。(3)軋輥。
①軋輥中心線偏斜:在生產(chǎn)過程中,由于穿孔機兩側(cè)壓下螺絲安裝不正確,或由于螺紋和軸承磨損而使兩輥間軸向發(fā)生水平偏斜,兩個軋輥的送進角不一致使變形區(qū)發(fā)生畸變而導(dǎo)致壁厚不均。
滾壓管



點擊查看液壓機械(濟寧市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】