



別再糾結于文字描述了,觀看視頻,讓冷拔管精拉無縫鋼管品質保證產品為你展現真實魅力!
以下是:冷拔管精拉無縫鋼管品質保證的圖文介紹

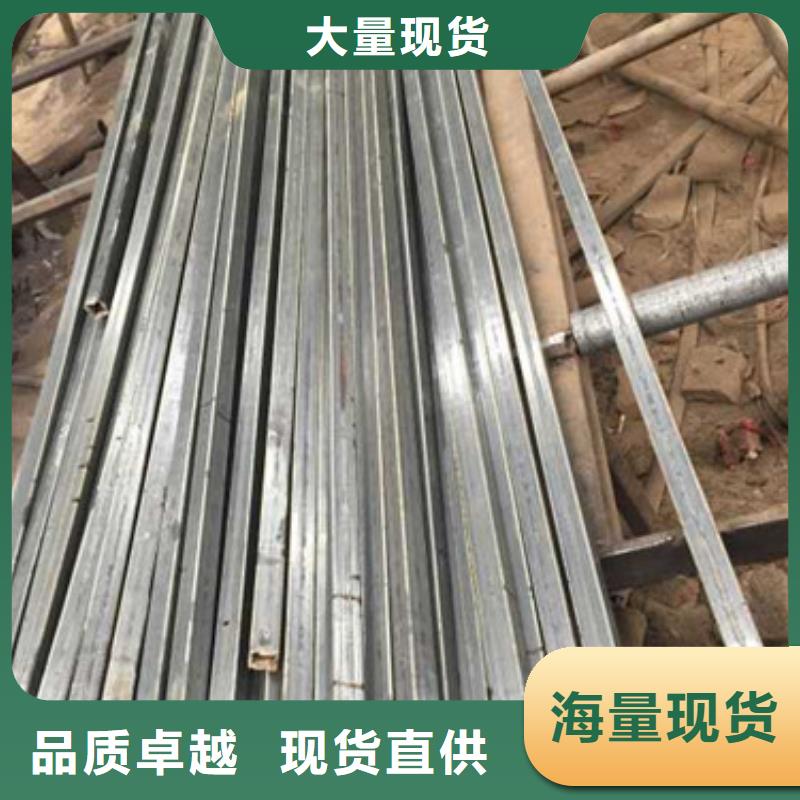
冷拔鋼管是鋼管的一種,即其按生產工藝的不同分類的一種,區別于熱軋(擴)管。在毛管坯或原料管擴徑的過程中通過多道次的冷拔加工而成,通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。冷軋(撥)鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、機械加工管、厚壁管、小口徑加內模冷拔管其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。冷拔鋼管其外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm尺寸,精度以及表面質量均明顯優于熱軋(擴)管,但受工藝制約,其口徑以及長度均受到一定限制。
冷拔加工鋼管正是發生了加工硬化。冷拔時金屬發生塑性變形,晶體內部有多個滑移系啟動,位錯運動彼此攔截,許多位錯被釘扎住,造成位錯塞積,同時位錯源停止動作。上述一系列過程導致了位錯的可動性降低,晶體中的位錯密度顯著增加。當塑性變形進一步發生,應力增加并足以使釘扎的位錯開始運動,螺位錯交滑移,刃位錯不能交滑移,這樣發生位錯交截,使不動階數增加。
所以,通過冷拔加工金屬內部位錯密度增加,位錯可動性降低,既難于產生位錯又難于移動位錯,因而金屬材料硬度、強度提高。這就是冷拔加工的金屬學原理。
力學原理
冷拔時鋼管在力的作用下通過一定形狀、尺寸的模具,發生塑性變形。目前,在生產中的拔制方法大致可分成3種:縮徑拔管、減外壁拔管和減內壁拔管,冷拔時,鋼管在拉拔力、正壓力和摩擦力的作用下,發生相應的變形,大都經過縮徑、減壁和定徑3個階段,而且變形區內部產生相應的應力,其中軸向為拉應力,徑向和周向為壓應力,拔管過程中金屬處于一向拉和兩向壓應力狀態,這是冷拔管變形過程的基本力學特征。
冷拔加工鋼管正是發生了加工硬化。冷拔時金屬發生塑性變形,晶體內部有多個滑移系啟動,位錯運動彼此攔截,許多位錯被釘扎住,造成位錯塞積,同時位錯源停止動作。上述一系列過程導致了位錯的可動性降低,晶體中的位錯密度顯著增加。當塑性變形進一步發生,應力增加并足以使釘扎的位錯開始運動,螺位錯交滑移,刃位錯不能交滑移,這樣發生位錯交截,使不動階數增加。
所以,通過冷拔加工金屬內部位錯密度增加,位錯可動性降低,既難于產生位錯又難于移動位錯,因而金屬材料硬度、強度提高。這就是冷拔加工的金屬學原理。
力學原理
冷拔時鋼管在力的作用下通過一定形狀、尺寸的模具,發生塑性變形。目前,在生產中的拔制方法大致可分成3種:縮徑拔管、減外壁拔管和減內壁拔管,冷拔時,鋼管在拉拔力、正壓力和摩擦力的作用下,發生相應的變形,大都經過縮徑、減壁和定徑3個階段,而且變形區內部產生相應的應力,其中軸向為拉應力,徑向和周向為壓應力,拔管過程中金屬處于一向拉和兩向壓應力狀態,這是冷拔管變形過程的基本力學特征。


冷拔管是一種通過冷拔或熱軋處理后的一種高精密的鋼管材料。由于冷拔管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管。冷拔管的化學成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。
常用材質:冷拔管的常用材質為10 、20 、35 、45 。可生產的材質則很多,鋼只要是不太硬,基本都可根據需要進行生產。如:10 ,35 ,16Mn,40Cr.冷拔管的制作程序是比較繁瑣的,生產的狀況也是比較好的,性能是比較優越的,在使用上也是不斷地進行發揮出來良好地作用的,因此的話冷拔管從某種意義上來說是一種良好的鋼材類型。
常用材質:冷拔管的常用材質為10 、20 、35 、45 。可生產的材質則很多,鋼只要是不太硬,基本都可根據需要進行生產。如:10 ,35 ,16Mn,40Cr.冷拔管的制作程序是比較繁瑣的,生產的狀況也是比較好的,性能是比較優越的,在使用上也是不斷地進行發揮出來良好地作用的,因此的話冷拔管從某種意義上來說是一種良好的鋼材類型。



冷拔管的工藝流程:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧冷拔管焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足冷拔管焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧冷拔管焊接,從而獲得穩定的冷拔管焊接規范。焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。



精拉管業有限公司是一家集科研、生產及銷售為一體的綜合性企業。專業從事各類 廣西來賓精拉無縫鋼管研發與生產。公司生產設備先進,技術力量雄厚,檢測設備齊全。產品銷往全國各地并己遠銷俄羅斯,泰國,越南,伊朗等十幾個和地區。受到用戶的一致好評。公司本著“以人為本,質量為先,市場在變,誠信不變”的經營理念,以“誠信、合作、發展、創新”為宗旨,走科學創新的道路,不斷推出更優的產品,以適應高速發展的建筑行業的需求。

