



更新時間:2025-01-27 14:50:21 瀏覽次數:6 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 10000/件 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 專車 |
| 最小起訂 | 1 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 加工定制 | 是 |
| 產品型號 | G2L-32 |
| 可售賣地 | 全國 |
| 設備名稱 | 數控鋼筋彎曲中心 |
| 型號 | G2L32 |
| 彎曲方向 | 雙向 |
| 平均電耗 | 5kw/h |



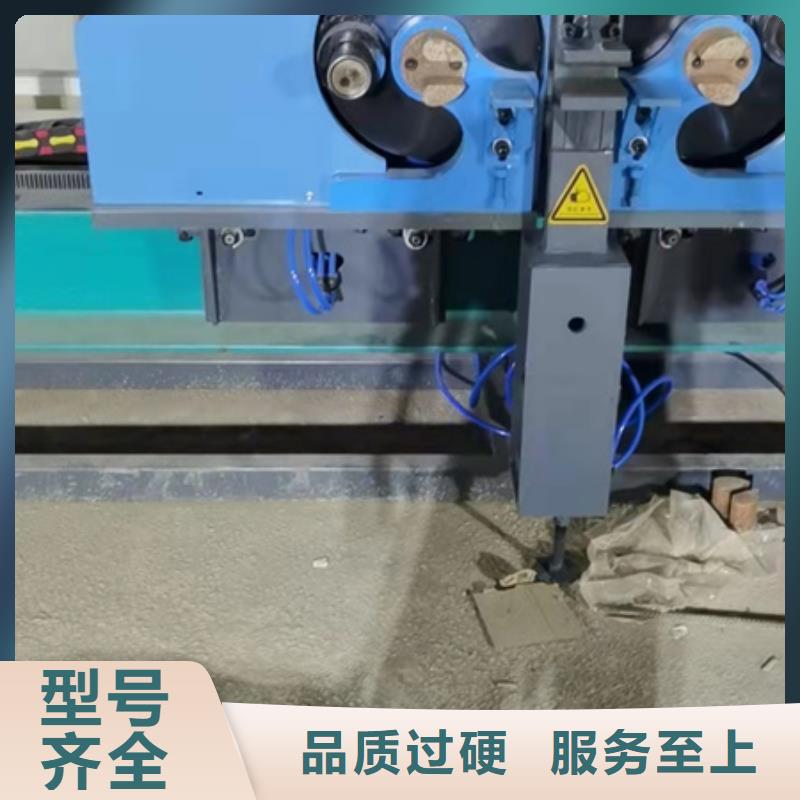

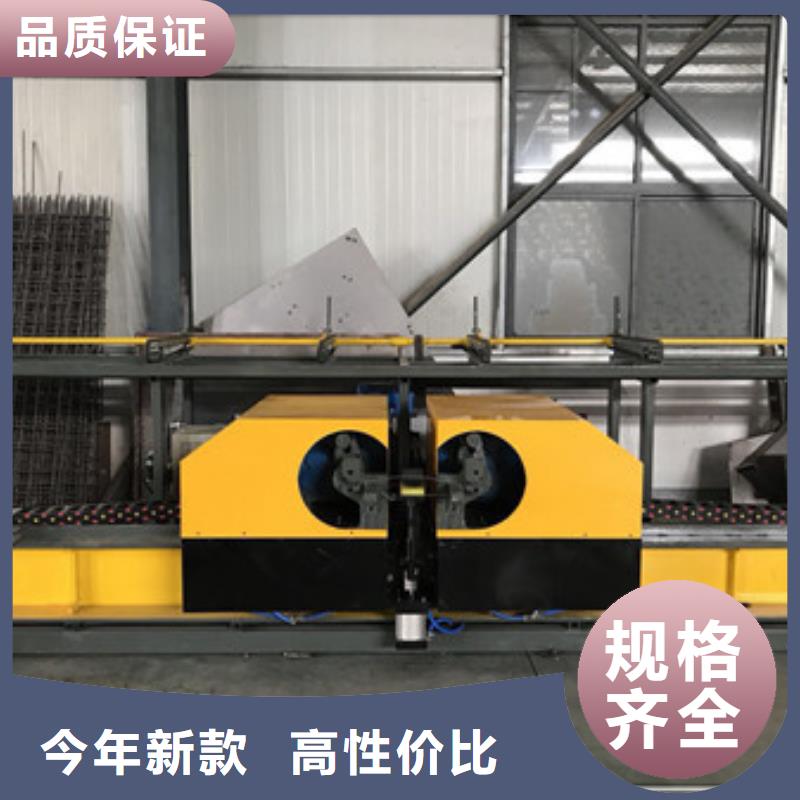
應用領域:公路、高速公路、鐵路、高速鐵路、客運專線、橋梁、樁基、基礎、房屋建筑、核電廠項目施工、標準化施工、工地、鋼筋加工廠、鋼筋場、鋼筋加工場、預制廠、預制場、箍筋、板筋、剪力墻封頂、柱子封頂、自動定尺裝置:自動定尺裝置用于確定鋼筋端頭位置,由伺服電機控制自動定位,無需人工測量和固定,定位精度高,可靠。具有自動鎖定機構,確保鋼筋端頭定位精度。改裝置的擺動式擋板自動避讓鋼筋,確保鋼筋彎曲精度。支架及機身:彎曲中心采用整體式吊裝,搬遷不需拆卸,安裝簡便固定場地生產或頻繁更換場地都適用。彎曲平臺導軌采用高強度移動導軌,經久耐用,不易變形。高強度自動儲料架,可實現連續生產。
??鋼絲(直徑3-5mm)、細鋼筋(直徑6-10mm)、粗鋼筋(直徑大于22mm
??(三)按力學性能分
??Ⅰ級鋼筋(235/370級);Ⅱ級鋼筋(335/510級);Ⅲ級鋼筋(370/570)和Ⅳ級鋼筋(540/835)
??(四)按生產工藝分
??熱軋、冷軋、冷拉的鋼筋,還有以Ⅳ級鋼筋經熱處理而成的熱處理鋼筋,強度比前者更高。
??(五)按在結構中的作用分:受壓鋼筋、受拉鋼筋、架立鋼筋、分布鋼筋、箍筋等。
?配置在鋼筋混凝土結構中的鋼筋,按其作用可分為下列幾種:
從盤條原料到箍筋產品一次成型,可加工冷、熱軋高強度盤條鋼筋。在操縱鋼筋數控彎箍機的數控安裝時,必需依照鋼筋的外形尺寸的要求實行加工,也便是依照圖形的軌跡加工,但輸出的軌跡只要出發點和出發點,這就需求我們實行軌跡插補,也便是在軌跡的出發點和出發點坐標值之間,實行數據化的密化,求出一系列的兩頭坐標值,并輸出數據,這樣才干更好的完成鋼筋的加工。



該設備可單線生產。長度定尺準確率±1mm,彎曲角度準確率±1°。
采用高級觸摸屏進行編輯,同時圖形可自行編輯,也可存儲留用,方便以后使用。
與同類產品對比優勢:
我公司消化吸收歐洲先進技術,自主研發的具有知識產權的數控彎箍機,是集矯直、彎曲成形和剪切三種功能與一體,采用數字程序控制,可彎制各種形狀的鋼筋加工專用設備,該機可同時彎制雙筋,生產效率高,調整簡便,深受用戶的青睞。
★特殊的設計結構,輕松應對帶肋鋼筋矯直,矯直帶肋鋼筋不傷筋。
★曲線型鋼筋矯直機構提高了鋼筋的矯直效果,防止了鋼筋的軸向扭轉;
★垂直矯直機構,可分別對每根鋼筋進行單獨矯直,保證了鋼筋的矯直質量;
★所有滾輪均采用優質合金鋼制造,硬度高,耐磨性好,提高了使用壽命;
★靠近彎角處有鋼筋成型器控制鋼筋,保證了彎曲質量。
4)本產品結構簡單,設計定制合理,堅固耐用,維修成本低。
(5)目前的彎曲成型,較大程度上依賴于手工成型,人工在工作臺上通過簡陋的手工工具,實施成型,使用五機頭鋼筋彎箍機,解決鋼筋加工問題。
3,彎曲鋼筋時,不允許加工超過機械規定的鋼筋直徑,根數及機械轉速。4,彎曲高硬度或低合金鋼筋時,應按機械銘牌規定換標*限制直徑,并調換對應地一,檢查機械性能是否良好,工作臺和彎曲機臺面保持水平;并準備好各種芯軸工具擋。
箍筋邊長范圍
彎曲方向 左側3個機9,操作人員要正確使用勞動保護用品,不可穿過于肥大,有絲帶或易被卷入設備的服裝實施研發設計作業,防止衣服,手臂被卷入設備中,長發者須把頭發盤起并固定在帽內。一 搭建場地鋼筋籠加工出產的時刻要求防雨,防潮,出入方便。基本選好合適的平整場地后,按需要搭建大棚,并拉好電源。右側2個機頭 逆時針轉 左側3個機頭 順時針轉
去氧化皮,校直延伸,彎曲成型,切斷多種工藝單機一體化,能直接制做多種尺寸多種規格的箍筋 彎箍機是對鋼筋作業的一種加工工具。彎箍機是彎曲機的一種延深。

??鋼絲(直徑3-5mm)、細鋼筋(直徑6-10mm)、粗鋼筋(直徑大于22mm
??(三)按力學性能分
??Ⅰ級鋼筋(235/370級);Ⅱ級鋼筋(335/510級);Ⅲ級鋼筋(370/570)和Ⅳ級鋼筋(540/835)
??(四)按生產工藝分
??熱軋、冷軋、冷拉的鋼筋,還有以Ⅳ級鋼筋經熱處理而成的熱處理鋼筋,強度比前者更高。
??(五)按在結構中的作用分:受壓鋼筋、受拉鋼筋、架立鋼筋、分布鋼筋、箍筋等。
?配置在鋼筋混凝土結構中的鋼筋,按其作用可分為下列幾種:
從盤條原料到箍筋產品一次成型,可加工冷、熱軋高強度盤條鋼筋。在操縱鋼筋數控彎箍機的數控安裝時,必需依照鋼筋的外形尺寸的要求實行加工,也便是依照圖形的軌跡加工,但輸出的軌跡只要出發點和出發點,這就需求我們實行軌跡插補,也便是在軌跡的出發點和出發點坐標值之間,實行數據化的密化,求出一系列的兩頭坐標值,并輸出數據,這樣才干更好的完成鋼筋的加工。