


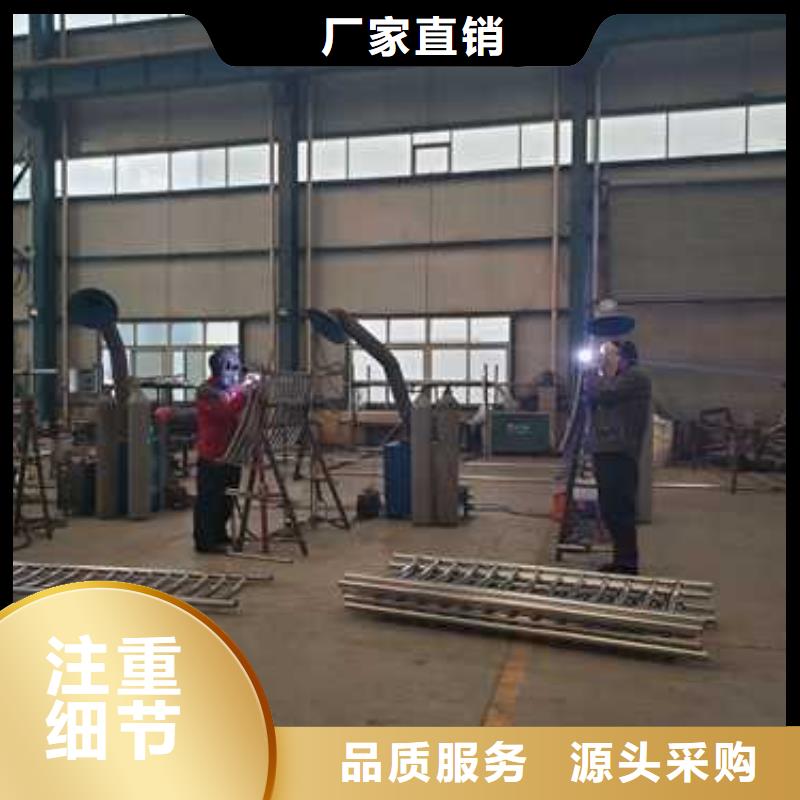


焊接時盡量做到不擺動、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復合鋼管的焊接坡口原則上采用機械加工, 在施工現場時也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復合鋼管可以采用焊條電弧焊進行焊接, 也可以采用埋弧焊結合焊條電弧焊的焊接工藝。 內襯不銹鋼復合鋼管過渡層的熔融金屬成分復雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。 過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標準 2.5 mm。 不銹鋼復合鋼管采用 V 形坡口單面焊接工藝時, 基層部分的焊接也應選取高鉻鎳奧氏體焊材, 否則會在基層與過渡層及坡口部分焊縫熔合區形成馬氏體組織, 甚至出現微裂紋。 為減小焊縫金屬熔合比, 基層焊接應采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時間。
<朔州>聚晟護欄制造有限公司
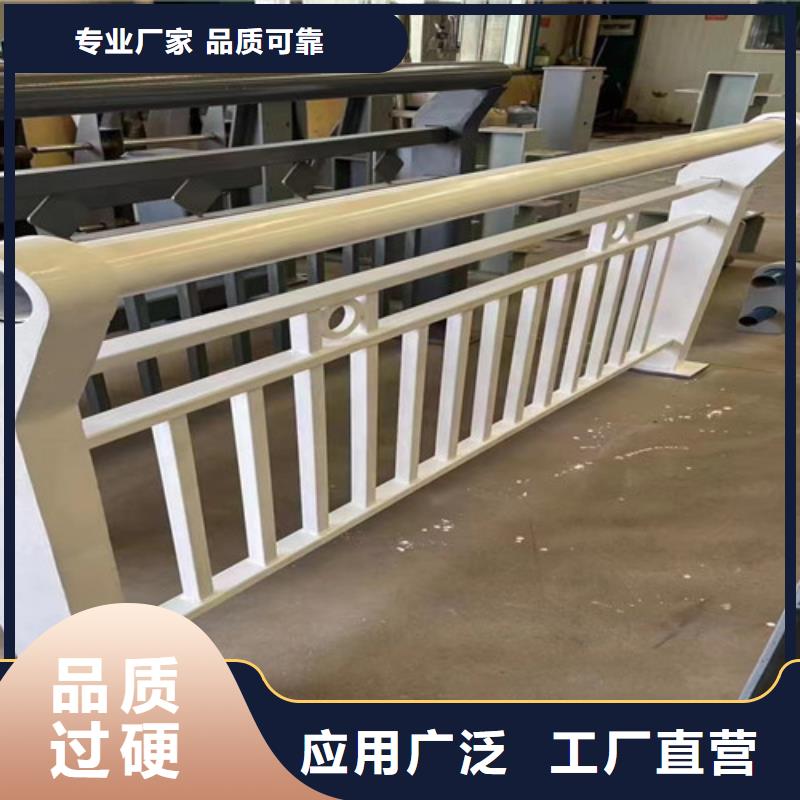
內襯不銹鋼復合管價錢致使高位,接貨積極性30:3內襯不銹鋼復合管價錢致使高位,接貨積極性明顯內襯不銹鋼復合管市場趨穩運轉。估量后期內襯不銹鋼復合管市場或暫時堅持一定平穩運轉狀態,繼續上調略顯費力。 焊后焊后應認真清算焊件表面的焊渣、焊瘤物及其他污物,必要時應對焊縫中止局部修整。焊接后,應中止后熱處置剩余應力,焊后處置需按照設計央求中止,局部熱處置時,宜采用電加熱法。基層的焊后處置應按基層材質央求選擇熱處置溫度,其他參數按不銹鋼內襯管總厚度(7±1。 不銹鋼復合管管執行城鎮樹立行業標準CJ/T192-2004,是在鋼管內壁復合薄壁銹鋼管,這種雙金屬復合鋼管大大進步鋼管在輸水、輸熱水、輸煤氣、輸自然氣、輸油過程中的耐腐蝕性能,表面光滑,流體阻力小,又保管了鋼管機械強度高,可采用焊接、溝漕、螺紋銜接,密封性好的優點,抑止了鍍鋅鋼管易腐蝕,采用熱熔銜接的塑料管易漏水和老化的缺陷,是輸氣、輸水、輸油鋼管的升級換代的理想產品。 焊絲不能與鎢級或直接深化電弧的弧柱區,防止電弧的和產生夾鎢缺陷,焊絲端部不得退出維護區,防止焊絲氧化。道間溫度應控制在150℃以下,施工中采用焊縫兩側水冷的冷卻,行將濕毛巾裹在距焊縫80mm以外的兩側鋼管上,使焊縫盡快降到150℃以下。 行將6月份,國內市場暫堅持生動狀態,庫存偏低,及訂單狀況充足,使得市場價錢仍有上調預期,但現階段鋼材市場運轉不佳,整體價錢動搖運轉,且部分品種有下調幾率,另外在6月初前期停產焦企或復產,也使得內襯不銹鋼復合管市場的后期頗顯迷離,部分貿易商以為價錢致使高位,接貨積極性明顯,為此貿易商出貨意愿。
<朔州>聚晟護欄制造有限公司 朔州供應批發201材質河道護欄-省錢