更新時間:2025-01-26 11:54:36 瀏覽次數:4 公司名稱:聊城 鑫澤金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 5900/噸 |
| 發貨期限 | 3 |
| 供貨總量 | 77777777 |
| 運費說明 | 運輸需方付費 |
| 最小起訂 | 50公斤 |
| 質量等級 | A級 |
| 是否廠家 | 是 |
| 產品材質 | 材質齊全 |
| 產品品牌 | 鑫澤制品 |
| 產品規格 | 直徑3-100 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 可定制 |
| 產品型號 | 根據需求 |
| 可售賣地 | 全國 |
| 產品重量 | 根據需求 |
| 產品顏色 | 光亮 |
| 質保時間 | 精密冷拉 |
| 外形尺寸 | 圓型 |
| 適用領域 | 輕工農機械制造 |
| 是否進口 | 否 |
| 質量認證 | 冷拉光亮 |
| 產品功率 | 1000 |
| 工作溫度 | 1500 |

<陽泉>鑫澤金屬制品有限公司 數控走芯機加工廠家-值得信賴
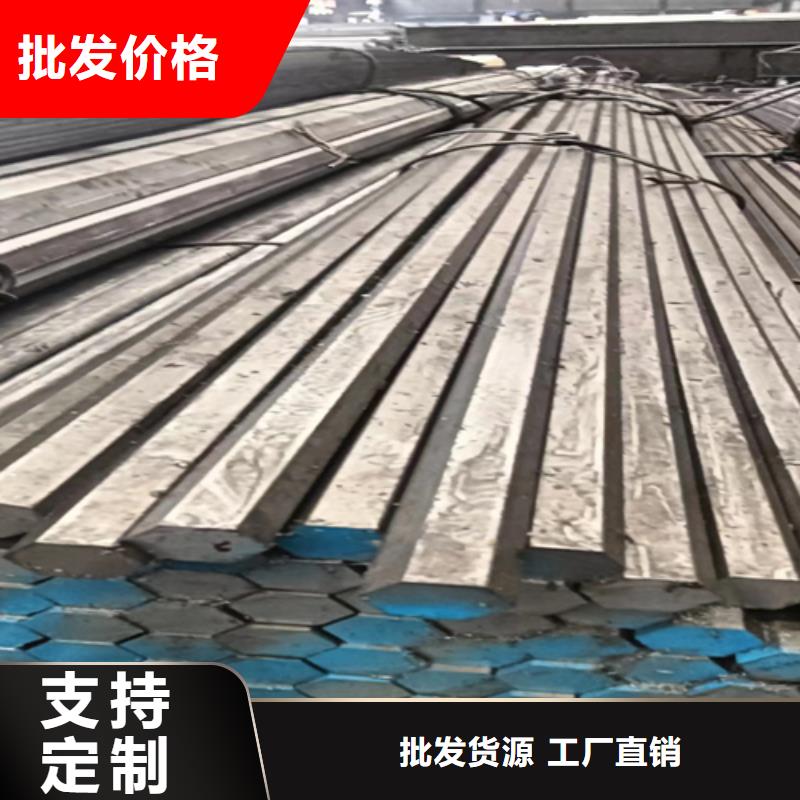
冷拔圓鋼指方形的冷拉鋼,它在常溫條件下,以超過原來鋼筋屈服點強度的拉應力,強行拉伸鋼筋,使鋼筋產生塑性變形以達到提高鋼筋屈服點強度和節約鋼材為目的。1.次冷拉效果:取一方鋼對其施加拉應力冷拉,方鋼會發生變形,隨著拉應力增加,方鋼內部承受的拉應力逐漸增大。當方鋼內部產生的拉應力超過方鋼具有的屈服點A,而達到C后,停止冷拉,卸去荷載。此時可以看到,方鋼已產生塑性變形,在卸荷過程中,應力——應變圖有一個變化,直線O1C比直線OA要緩。2.第二次冷拉效果:重新施加拉應力,將方鋼拉伸到破壞,應力——應變圖出現新的變化,新的屈服點在C點附近,明顯高于原來的屈服點A.這個變化說明,方鋼的塑性發生了變化,塑性小了,硬度大了,方鋼的強度得到提高,這一現象叫“變形硬化”。經過以上兩次過程冷拔圓鋼制作完成。
<陽泉>鑫澤金屬制品有限公司 數控走芯機加工廠家-值得信賴
數控走芯機加工廠家-值得信賴

冷拔圓鋼 冷拔光圓 冷拔鋼棒 冷拔鐵棒生產過程中碰到技術性難題一、冷拔圓鋼 冷拔光圓 冷拔鋼棒 冷拔鐵棒下料偏差:一般冷拔圓鋼 冷拔光圓 冷拔鋼棒 冷拔鐵棒應用液壓剪板機裁切之后再用仿形機切孔,液壓剪板機裁切后厚鋼板一般會出現毛邊,這造成厚鋼板偏差很大,偏差超出正負極3mm話就需要注意了立即調節好液壓剪板機,倘若顧客規定高精度,應用全自動或數控機床(火苗或等離子切割機)二、激光切割時孔距難題:鍍鋅方管的孔一般便是正中間,仿形機做好90度架構,搞好精準定位一般偏差并不大。假如液壓剪板機沒剪好,會造成孔位偏差大。三、孔切的不圓:仿形機在切孔的情況下要細心調節好開洞模具,設備一旦沒調好切出的孔不圓。鍍鋅方管在許多的場所中充分發揮的功效也是不一樣的許多的情況下要注重品質,便是因為它品質是比較好的因而得話是每個領域中廣泛開展應用的這關鍵是由于它強度是尤其高的每個的場地中的功效是較為強勁的可是伴隨著領域的提高及其領域的普遍的應用,生產廠家的增加等緣故,針對技術性和特性也是良莠不齊的徇私舞弊的狀況是比較多的要想購到強度較為非常好的商品也是十分的不易的那麼鍍鋅方管強度是怎么檢測的呢?鍍鋅方管硬度標準,以充分考慮其物理性能,本產品涉及到的特性和品質的鍍鋅方管做為開展,沖壓模具原料的形變,激光切割等生產加工。山東鑫澤金屬冷拔六角鋼、冷拔方鋼、冷拔扁鋼、冷拔圓鋼、冷拔光圓、冷拔橢圓鋼、冷拔半圓鋼、冷拔三角圓鋼、冷拔異型鋼等,特殊形狀和材質另議訂做。
 <陽泉>鑫澤金屬制品有限公司
<陽泉>鑫澤金屬制品有限公司

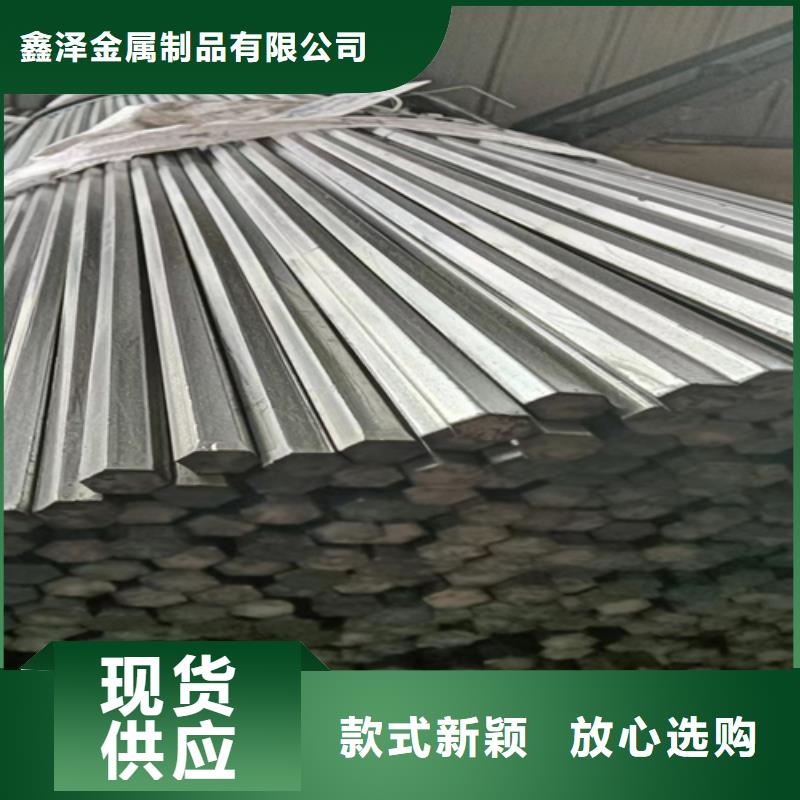
冷拔圓鋼方鋼扁鋼六角鋼異型鋼是指截面為圓形的實心長條鋼材。其規格以直徑的毫米數表示,如"50"即表示直徑為50毫米的方鋼。方鋼分為熱軋、鍛制和冷拉三種。熱軋方鋼的規格為5.5-250毫米。其中:5.5-25毫米的小方鋼大多以直條成捆供應,常用作鋼筋、螺栓及各種機械零件;大于25毫米的方鋼,主要用于制造機械零件或作無縫鋼管坯。Q355B方鋼與其它鋼筋的區別:外型不一樣,方鋼外型光圓,無紋無肋,其它鋼筋表面外型有刻紋或有肋,這樣就造成方鋼與混凝土的粘結力小,而其它鋼筋與混凝土的粘結力大。成份不一樣,方鋼(一級鋼)屬于普通低碳鋼,其它鋼筋多為合金鋼。 Q355B熱軋方鋼流程:方鋼坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫鋼→定徑→冷卻→矯直→水壓試驗→標記→入庫。軋制方鋼的原料是方鋼坯,方鋼胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。方鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題。Q355B冷拔圓鋼方鋼扁鋼六角鋼異型鋼的優點:成型速度快、產量高,且不損傷涂層,可以做成多種多樣的截面形式,以適應使用條件的需要;冷軋可以使鋼材產生很大的塑性變形,從而提高了冷拔圓鋼方鋼扁鋼六角鋼異型鋼的密度值和光滑度及精密尺寸。

冷拔圓鋼生產加工中的注意事項?在加工冷拔圓鋼時,應該嚴格按照冷拔機的說明進行操作,對于超過冷拔直徑的圓鋼,不能進行加工。操作冷拔機或者校直機之前,要把工作場所的垃圾清理干凈,保持工作臺的清潔。作業前,檢查各軸承的儲油量以及各轉動軸軸孔里的油多少,如果達不到規定高度,要首先添加潤滑油。檢查冷拔圓鋼機的模具有沒有裂紋。一切確認無誤之后,才可以進行下一步的操作。如果不按規定操作,會造成冷拔機的損壞。當模具經過長時間的使用而造成磨損嚴重時,要及時換新模具,保證冷拔圓鋼的生產質量。冷拔圓鋼對直接較小的冷拔圓鋼進行冷拔前,應首先用扎頭機將圓鋼的頭部軋小,以方便下一步的冷拔操作,在扎頭時要注意切勿傷到手。操作冷拔機作業時,工作人員合上離合器之后,必須退到距離冷拔機直徑半米的范圍之外,手臂部位應當距離軋輥半米,作業過程中禁止觸摸冷拔圓鋼和滾筒。在操作冷拔機時,當鋼坯的端經過冷拔模具之后,應當馬上分開離合器。與此同時,拉下手閘,將鋼坯壓住,使其緩慢通過,以防止人員受傷。還有放線架、滾筒等運轉情況也要注意。