
保障")
憂")

格從優(yōu)")
格從優(yōu)")
鶴壁精密管層面,個(gè)星期內(nèi)鐵礦砂小幅度下跌,板坯一度降低至4050元大關(guān),后反跳至4100元, 針對(duì)銷售市場(chǎng)信心信心一定嚴(yán)厲打擊,因此精軋管承繼上沖受阻,煉鋼廠具體接單子有一定的暗降 ,在其中廣東地區(qū)精軋管市場(chǎng)價(jià)交易量在4000-4100元/噸中間。 要想保證應(yīng)用的功能,那么就必必須拆換,一條新的鋼管了。無(wú)論是遇到哪樣狀況,無(wú)論是挑 選哪一種處理方法,這全是會(huì)產(chǎn)生一定的損害。可倘若應(yīng)用了鶴壁精密鋼管,就徹底不容易存有,這種 層面的擔(dān)憂。因?yàn)檫@類鋼管,在制做的全過(guò)程中,就針對(duì)管路開展了一定的加強(qiáng)解決。這讓精密鋼 管自身,金屬材料的形變?cè)絹?lái)越更為的均值,另外這能夠讓高精密鋼鋼管,在其中某一個(gè)單位,在 生產(chǎn)加工的全過(guò)程硬底化。
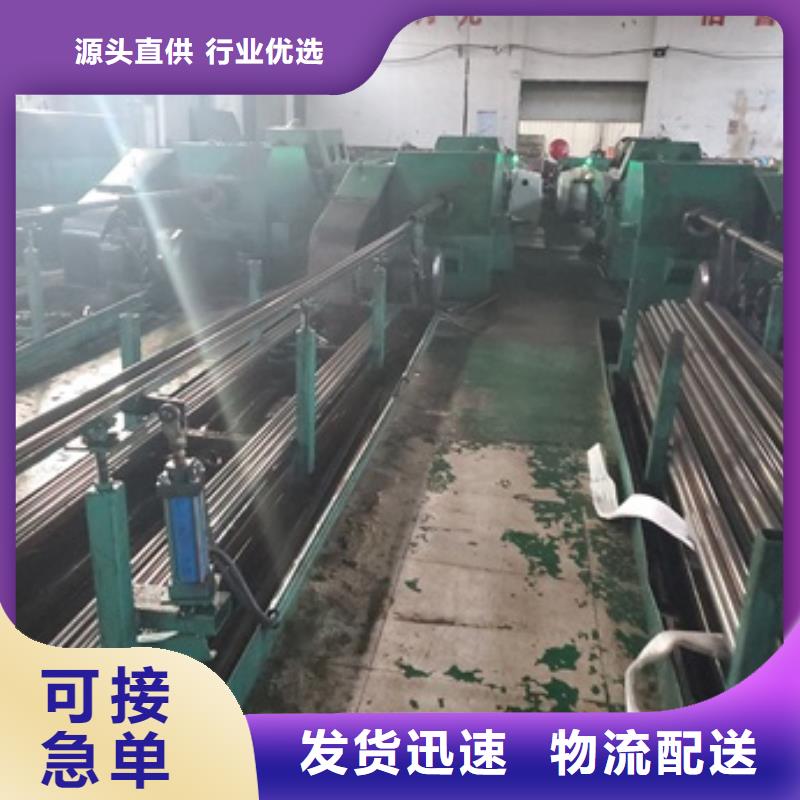
<鶴壁>大金鋼管制造有限公司 40cr精密管量大價(jià)格從優(yōu)鶴壁精密管(SSAW)是帶鋼卷管時(shí)其前進(jìn)方向與成型管中心線有成型角(可調(diào)整),邊成型邊焊接,其焊縫成螺旋線,優(yōu)點(diǎn)是同一規(guī)格的帶鋼可生產(chǎn)多種直徑規(guī)格的鋼管,原料適應(yīng)范圍較大,焊縫可避開主應(yīng)力,受力情況較好,缺點(diǎn)是幾何尺寸較差,焊縫長(zhǎng)度相比直縫管長(zhǎng),易產(chǎn)生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應(yīng)力呈拉應(yīng)力狀態(tài)。 鶴壁精密管生產(chǎn)廠家國(guó)外將此工藝改進(jìn)后將原料改為,使成型與焊接分開,經(jīng)預(yù)焊和精悍,焊后冷擴(kuò)徑,則其焊接質(zhì)量接近UOE管,目前國(guó)內(nèi)尚無(wú)此種工藝,是我國(guó)廠改進(jìn)的方向。“西氣東輸”所用仍然是按傳統(tǒng)工藝生產(chǎn),只是管端進(jìn)行了擴(kuò)徑。美國(guó)、日本和德國(guó)總體上否定SSAW,認(rèn)為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,俄羅斯少量使用SSAW,而且都制定了非常嚴(yán)格的補(bǔ)充條件,由于歷史原因,國(guó)內(nèi)主干線多數(shù)還是使用SSAW。
鶴壁精密管無(wú)氧退火爐采用的是電加熱預(yù)抽真空保護(hù)氣氛等溫球化退火爐通過(guò)前后預(yù)熱真空氮?dú)獗Wo(hù)的方法,實(shí)現(xiàn)工件無(wú)氧化退火。設(shè)備具有氣氛消耗量小,能耗低,后續(xù)加工潔凈的特點(diǎn),并且加熱速度快、均勻,大大縮短了退火工藝時(shí)間,使退火后工件氧化脫碳極少,脫貧碳層增深層≦0.05mm。退火質(zhì)量?jī)?yōu)于 /t1255-2001等標(biāo)準(zhǔn)的要求金相組織細(xì)小,均勻分布,實(shí)現(xiàn)了球化退火的,優(yōu)質(zhì),低耗,自動(dòng)連續(xù)生產(chǎn)的目的。 控制精度:±1℃爐溫均勻度:±1℃(根據(jù)加熱室大小而定)。 操作方便,可編程,pid自整定、自動(dòng)升溫、自動(dòng)保溫、自動(dòng)降溫,無(wú)需值守;可另配與計(jì)算機(jī)通訊通過(guò)計(jì)算機(jī)操作電爐(啟動(dòng)電爐、停止電爐、暫停升溫、設(shè)定升溫曲線、升溫曲線儲(chǔ)存、歷史曲線等),軟件免費(fèi)詳見:計(jì)算機(jī)控制系統(tǒng)。
<鶴壁>大金鋼管制造有限公司 40cr精密管量大價(jià)格從優(yōu)格從優(yōu)")