

貨")
貨")
貨")
貨")
貨")
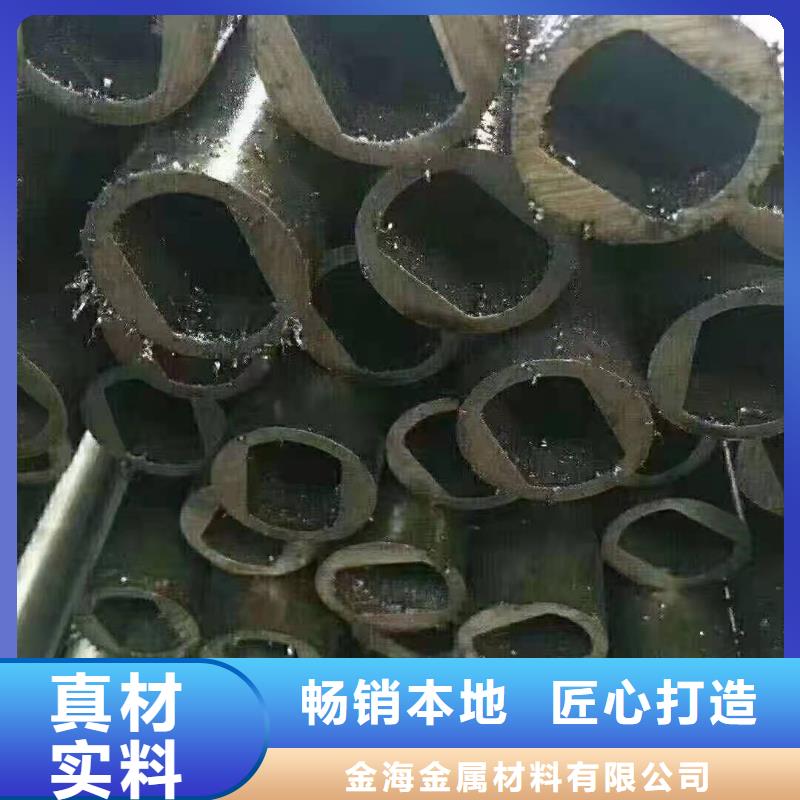
異形鋼管-無縫異型管-冷拔異型無縫管
異型管為經(jīng)濟(jì)斷面鋼管。
異型管包括橫斷面輪廓非圓形的、等壁厚的、變壁厚的、沿長度方向變直徑和變壁厚的、斷面對稱和不對稱的等。如方形、矩形、錐形、梯形、螺旋形等。
異型管更能適應(yīng)使用條件的特殊性,節(jié)約金屬和提高零部件制造的勞動生產(chǎn)率。
異型管廣泛應(yīng)用在航空、汽車、造船、礦山機(jī)械、農(nóng)業(yè)機(jī)械、建筑、輕紡以及鍋爐制造等方面。生產(chǎn)異型管的方法有冷拔、電焊、擠壓、熱軋等,其中冷拔法得到了比較廣泛的應(yīng)用。
異型管軋制壓力的影響因素
(一)軋輥直徑在其他條件一定時,隨著軋輥直徑的加大,接觸面積增加,同時接觸弧長增加,外摩擦的影響加劇,因而軋制壓力增大。
(二)異型管厚度隨著軋件厚度的增加,軋制壓力減小,反之,越薄軋制壓力越大。
(三)異型管的化學(xué)成分在相同條件下,軋件的化學(xué)成分不同,金屬的內(nèi)部組織和性能不同,軋制壓力也不同。
(四)熱軋時隨著軋制速率的增加,變形抗力增加。冷軋時隨著變形速率的增大、溫度的升高,變形抗力有所降低。
貨")
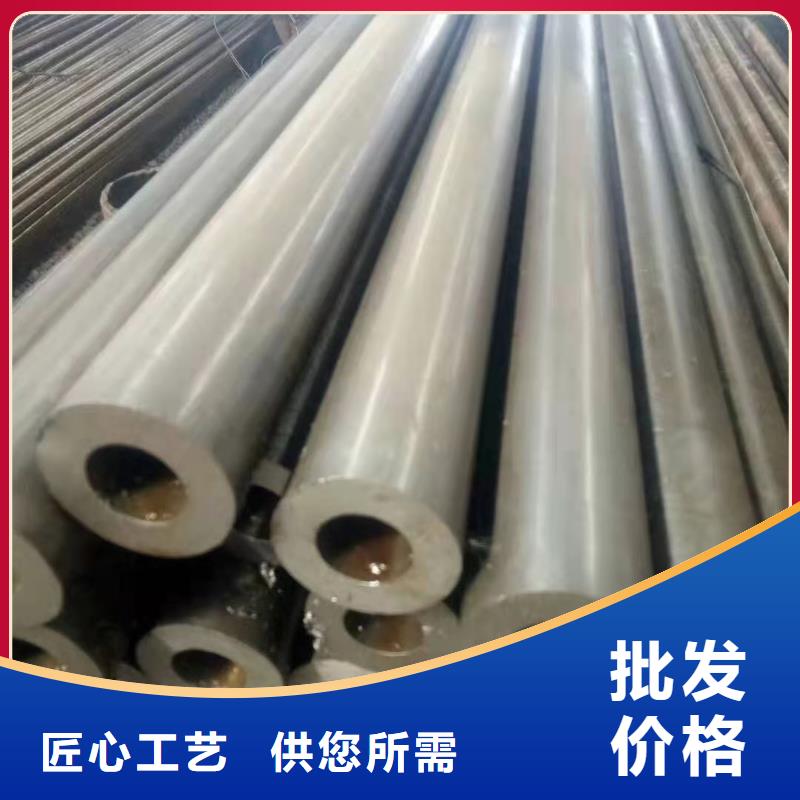
異形鋼管的生產(chǎn)流程和運(yùn)用
異型管一般選用冷扎的加工工藝開展生產(chǎn)制造。實際步驟以下:
圓鋼→破孔→酸洗鈍化→冷扎→鋸頭→打捆無縫鋼管→酸洗鈍化→冷扎→鋸頭→打捆
異型管內(nèi)外壁無空氣氧化層、承擔(dān)髙壓、無滲漏、精密加工、高光滑度、冷拔不形變、擴(kuò)口、擠扁無縫隙、表層防銹處理解決,普遍用以液壓傳動系統(tǒng)用異型管、塑料機(jī)用異型管、四柱液壓機(jī)用異型管、船舶制造用異型管、EVA聚氨酯發(fā)泡汽壓機(jī)械設(shè)備、高精密汽壓裁斷機(jī)用異型管、皮革加工機(jī)械設(shè)備、液壓機(jī)械、液壓油管、高壓油管、卡套接頭、異型管連接頭、橡膠機(jī)械、鍛壓設(shè)備、鋁壓鑄機(jī)械設(shè)備、工程機(jī)械設(shè)備、混泥土泵車用髙壓異型管、環(huán)衛(wèi)車用、汽車制造業(yè)、造船業(yè)、金屬材質(zhì)的激光切割加工、柴油發(fā)動機(jī)、燃?xì)廨啓C(jī)、空氣壓縮機(jī)、建筑工程機(jī)械、農(nóng)業(yè)和林業(yè)機(jī)械設(shè)備等,徹底能夠取代同規(guī)范的進(jìn)口高精密異型管。
貨")
貨")
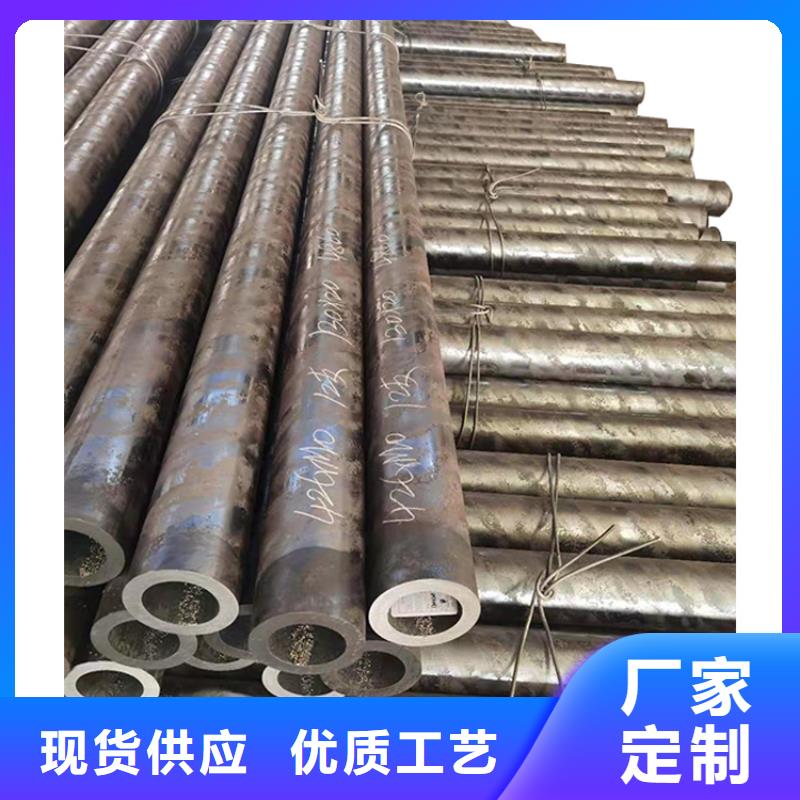
異形鋼管生產(chǎn)過程中碰到的難題
下邊大家給大伙兒匯總一下異型鋼管生產(chǎn)制造生產(chǎn)過程中普遍八大難題,主要內(nèi)容以下:
1、焊接缺點:
焊接缺點較比較嚴(yán)重,選用手工制作機(jī)械設(shè)備打磨拋光解決方式來填補(bǔ),造成的打磨拋光印痕,導(dǎo)致表層不勻稱,影響美觀大方。只對焊接開展磷化處理,也導(dǎo)致表層不勻稱
2、刮痕難去除:
總體磷化處理,也不可以將生產(chǎn)過程中造成的各種各樣刮痕除掉,而且也不可以除去因為刮傷、電焊焊接濺出而黏附在異型鋼管表層的碳素鋼、濺出等殘渣,造成在浸蝕物質(zhì)存有的標(biāo)準(zhǔn)下產(chǎn)生化學(xué)腐蝕或電化學(xué)反應(yīng)而銹蝕。
3、拋光處理鈍化處理不勻稱:
手工制作拋光處理后開展磷化處理解決,對總面積很大的產(chǎn)品工件,難以做到勻稱一致解決實際效果,不可以得理想化的勻稱表層。而且人工費(fèi)用,輔材花費(fèi)也較高。
5、酸洗鈍化能力有限:
酸洗鈍化膏并并不是全能的,對等離子切割機(jī)、數(shù)控火焰切割而產(chǎn)和灰黑色氧化皮,較難去除。
6、為要素導(dǎo)致的刮傷情況嚴(yán)重:
在起吊、運(yùn)送和構(gòu)造生產(chǎn)過程中,磕磕碰碰、拖拖拉拉、捶擊等人為失誤導(dǎo)致的刮傷情況嚴(yán)重,促使金屬表面處理難度系數(shù)增加,并且也是解決后造成生銹的關(guān)鍵緣故。
7、機(jī)器設(shè)備要素:
在鋁型材、板才卷彎、鈑金折彎全過程中,導(dǎo)致的刮傷和皺褶也是解決后造成生銹的關(guān)鍵緣故。
8、別的要素:
異型鋼管原料在購置、存儲全過程中,因為起吊、運(yùn)送全過程造成的磕磕碰碰和刮傷也情況嚴(yán)重,也是造成生銹的緣故之一。
貨")
貨")
貨")
金海金屬材料有限公司是集 浙江舟山結(jié)構(gòu)無縫鋼管研究、生產(chǎn)、銷售于一體的綜合性企業(yè)。我公司資金雄厚,工藝齊全、設(shè)備精良、生產(chǎn)設(shè)備先進(jìn),檢測手段完善,有一套完整的設(shè)計、生產(chǎn)、檢驗體系。并擁有一批高素質(zhì)科技人員。公司的產(chǎn)品有 浙江舟山結(jié)構(gòu)無縫鋼管等,已達(dá)30多個系列、1000多個規(guī)格。公司在國內(nèi)設(shè)有100多個銷售網(wǎng)點,具有完備的銷售網(wǎng)絡(luò)。
貨")
貨")
焊接異形鋼管特別注意的關(guān)鍵點
(一)選用平特點焊接開關(guān)電源,直流電焊接時選用反旋光性。應(yīng)用一般的CO2悍機(jī)就可以焊接,但送絲輪的工作壓力請稍調(diào)松。
(二)為避免 異型鋼焊接出氣孔之出現(xiàn),焊接位置若有銹跡、油漬等盡量整潔。
(三)為使氬氣非常好地維護(hù)焊接溶池,和有利于焊接實際操作,鎢極軸線與焊接處產(chǎn)品工件一般應(yīng)維持80-85°角,添充焊條與異型鋼表層交角應(yīng)盡量地小,一般為0°上下。
(四)異型鋼MIG焊接非常容易遭受風(fēng)的危害,有時候輕風(fēng)而造成出氣孔,因此 風(fēng)力在0.5m/sec之上的地區(qū),都理應(yīng)采用抗風(fēng)對策。
(五)干伸長短,一般的焊接電流量為250A下列時約5毫米,250A之上時約20-25mm比較適合。
(六)電孤長短,異型鋼管的MIG焊接,一般都會噴涌銜接的標(biāo)準(zhǔn)出來焊接,工作電壓要調(diào)節(jié)到弦長在4-6毫米的水平。
(七)鎢極從汽體噴頭突顯的長短,以4-5毫米為宜,在角焊等遮掩能力差的地區(qū)是2-2mm,在打槽深的地區(qū)是5-6毫米,噴頭至工作中的間距一般不超過5毫米。
(八)連接內(nèi)搭時,為避免 ******層焊縫的反面被氧化,反面也必須執(zhí)行汽體維護(hù)。
(九)直流電時選用正旋光性一般合適于6毫米下列的異型鋼焊接,具備焊接成形美觀大方,焊接形變量小的特性維護(hù)汽體為氬氣,純凈度為99.99%。當(dāng)焊接電流量為50-50A時,氬氣總流量為8-0L/min,當(dāng)電流量為50-250A時,氬氣總流量為2-5L/min。
貨")
貨")
貨")