產品詳情
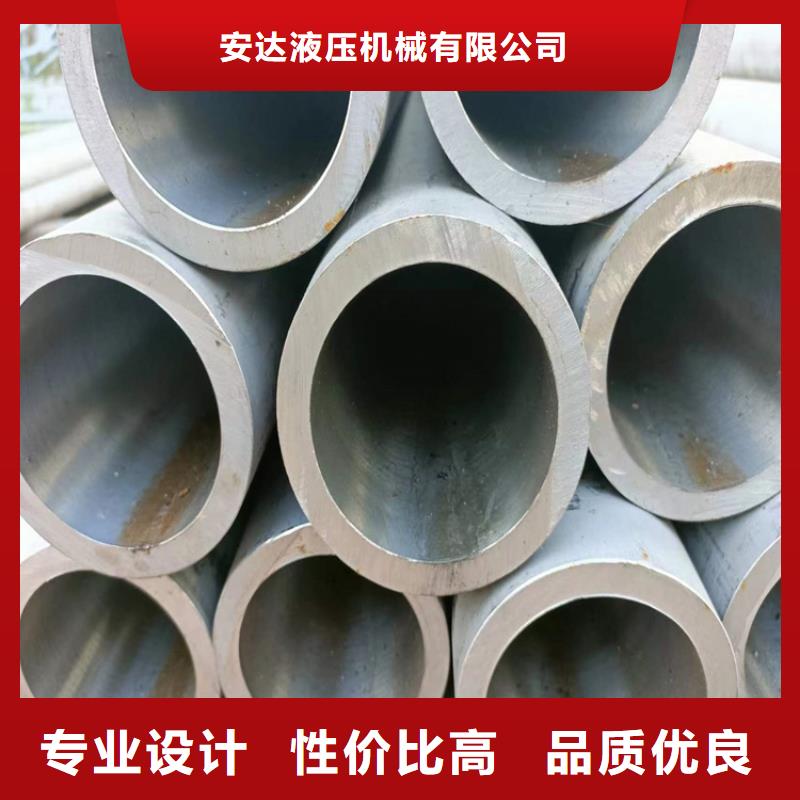
以下是:冷拔絎磨管的產品參數
| 產品參數 |
|---|
| 產品價格 | 5000/噸 |
|---|
| 發貨期限 | 24小時 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 1公斤 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20#/45#/16Mn |
|---|
| 產品品牌 | 九冶 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 過磅 |
|---|
| 產品顏色 | 有色金屬 |
|---|
| 質保時間 | 1個月 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 機械加工/液壓 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 正品 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質 | 20#/45#/16Mn/Q345B/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
導讀 冷拔絎磨管,安達液壓機械有限公司專業從事冷拔絎磨管,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,發貨地:聊城遼河路燕山路交叉口南500米東首發貨到江蘇省 南京市、蘇州市、連云港市、無錫市、常州市、淮安市、徐州市、鹽城市、鎮江市、南通市、泰州市、宿遷市、揚州市,以下是冷拔絎磨管的詳細頁面。 江蘇省 江蘇省,簡稱“蘇”,是中華人民共和國省級行政區,省會南京,位于長江三角洲地區,中國大陸東部沿海,地跨北緯30°45'~35°08',東經116°21'~121°56',與上海市、浙江省、安徽省、山東省接壤。總面積10.72萬平方千米。截至2021年末,江蘇省共有13個設區市,95個縣(市、區)。2022年末全省常住人口8515萬人,城鎮化率達74.4%。
冷拔絎磨管江蘇
<江蘇>九冶管業有限公司,廠家占用面積12000/㎡工廠房,擁有各類員工達100余人,設備高達30于套,經濟實力雄厚,實現了生產江蘇不銹鋼珩磨管的現代化。廠家采用世界的先進技術,擁有各種先進的江蘇不銹鋼珩磨管制造加工設備。


江蘇珩磨管油缸管絎磨管很多鋼管的偏心都是這個時候產生的,所以嚴格控制這穿孔環節 十分重要。精軋鋼管 冷拔鋼管 由于穿孔的原因 也會產生偏心問題:任何破壞由軋輥、頂頭、導板三者形成的變形區幾何形狀正確性的因素,都將使毛管壁厚不均加劇。(1)頂頭。①頂頭的形狀設計,理想的頂頭輾軋錐應與軋輥出口錐平行,如果按照傳統的馬特維也夫公式設計頂頭,其頂頭的輾軋錐與軋輥的出口錐是不平行的,金屬在這樣一個逐漸擴大的間隙內變形,勢必造成管壁輾軋不充分而導致毛管壁厚不均,而且,隨送進角的增大毛管壁厚不均更加嚴重;②由于頂桿的剛度不夠,在穿孔過程中產生彎曲,使頂頭不能保持對中位置,從而使穿出的毛管壁厚不均;(2)導板。①導板距過大,在穿孔過程中是依靠導板的限制作用來保持穿孔中心線的,導板距大,頂頭在上下位置變化大,使頂頭不穩定,導致毛管壁厚不均。②上、下導板的不均勻磨損也會加劇壁厚不均程度。(3)軋輥。
①軋輥中心線偏斜:在生產過程中,由于穿孔機兩側壓下螺絲安裝不正確,或由于螺紋和軸承磨損而使兩輥間軸向發生水平偏斜,兩個軋輥的送進角不一致使變形區發生畸變而導致壁厚不均。
滾壓管


總結 您是想要在江蘇省采購高質量的冷拔絎磨管產品嗎?安達液壓機械有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的冷拔絎磨管產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:高經理-17706353138,QQ:3573482096,地址:《遼河路燕山路交叉口南500米東首》。