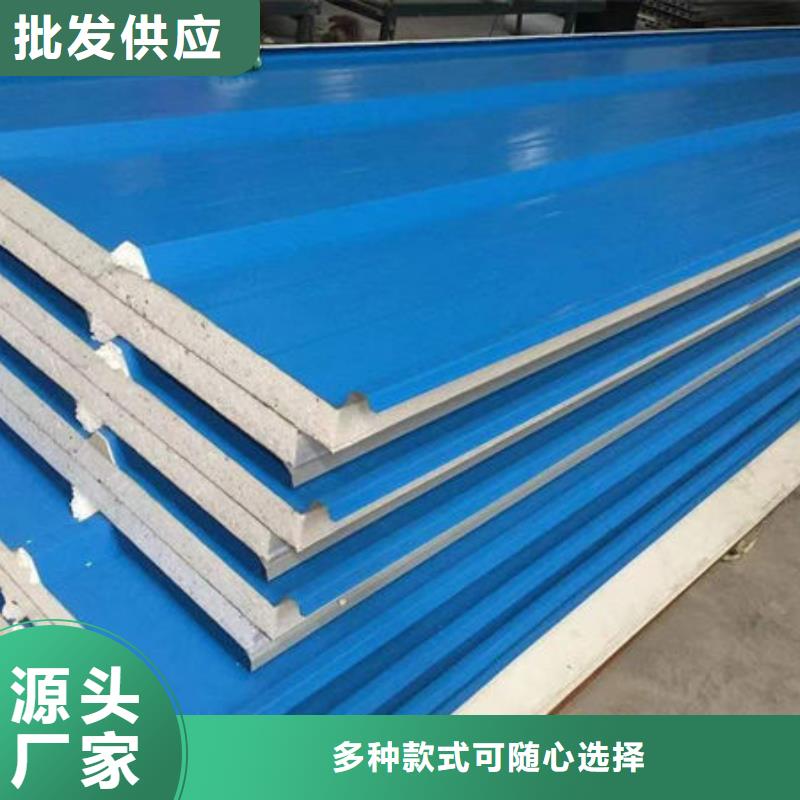





遵義彩鋼瓦,又稱:彩色壓型瓦,是采用彩色涂層鋼板,經輥壓冷彎成各種波型的壓型板。它適用于工業與民用建筑、倉庫、特種建筑鋼材、大跨度鋼結構房屋的屋面、墻面以及內外墻裝飾等,具有質輕、高強、色澤豐富、施工方便快捷、抗震、防火、防雨、壽命長、免維護等特點,現已被廣泛推廣應用。遵義彩鋼瓦的類型460型遵義彩鋼瓦470型遵義彩鋼瓦750型遵義彩鋼瓦鋼材780型遵義彩鋼瓦820型遵義彩鋼瓦840型遵義彩鋼瓦900型遵義彩鋼瓦1050型遵義彩鋼瓦850型遵義彩鋼瓦880型遵義彩鋼瓦960型遵義彩鋼瓦980型遵義彩鋼瓦。
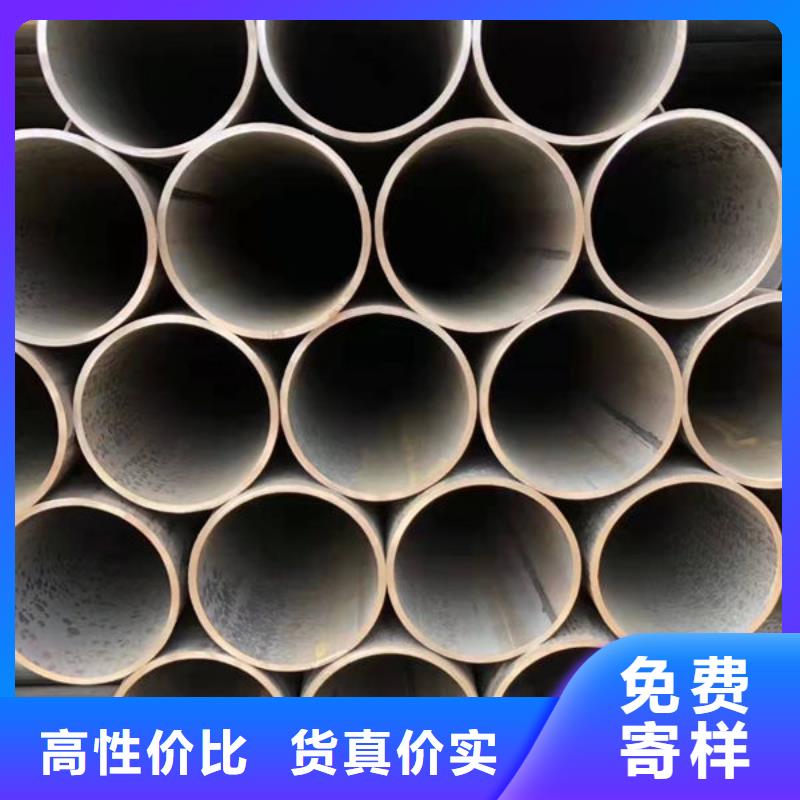
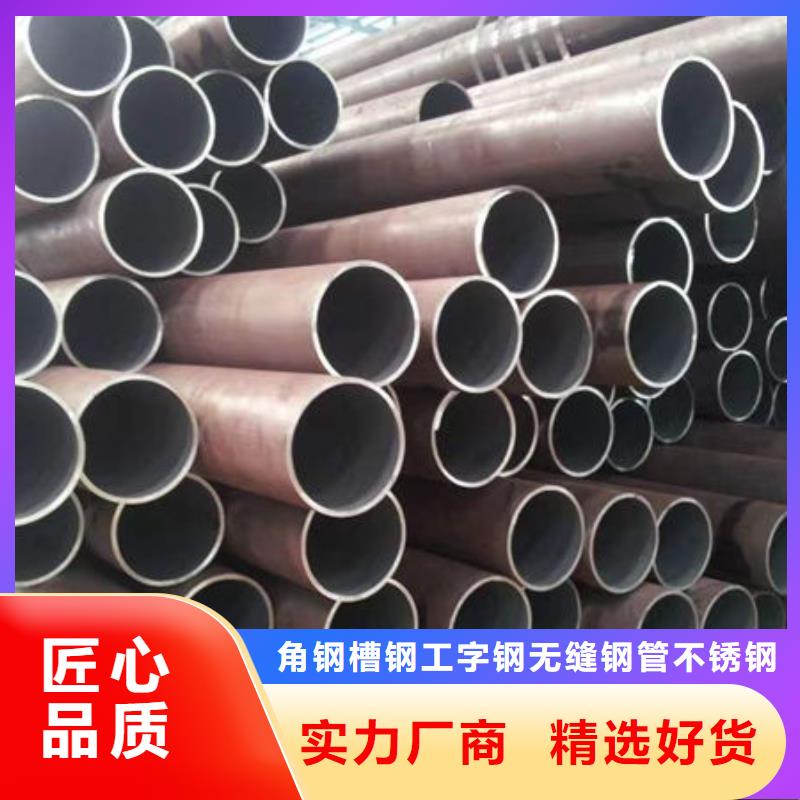
遵義直縫鋼管的生產工藝較為簡單,主要生產工藝為高頻焊遵義直縫鋼管和埋弧焊直縫鋼材;遵義直縫鋼管生產效率高,成本低,發展迅速,螺旋鋼管的強度通常高于遵義直縫鋼管;主要生產工藝是埋弧焊,螺旋鋼管可以生產出具有相同寬度的方坯的不同直徑的焊接管,或者可以從狹窄的方坯中制造出具有較大管徑的焊接管;但是,與相同長度的遵義直縫鋼管相比,焊接長度分別增加了30%和100%,生產速度降低了;因此,大口徑鋼管大多通過螺旋焊接來焊接,小口徑鋼管大多通過直縫焊接來焊接。在大口徑遵義直縫鋼管的工業生產中,采用了T形焊接技術,即一小部分遵義直縫鋼管被對接連接,以滿足工程所需的長度;T形遵義直縫鋼管的缺陷將大大增加,T形焊縫的焊接殘余應力將更大,焊接金屬通常處于三軸應力下,這會增加開裂的可能性;就焊接技術而言,螺旋鋼管和遵義直縫鋼管的焊接方法是相同的,但不可避免地會出現大量的T形焊縫,并且T形焊縫的焊接殘余應力非常大,因此,焊接缺陷的可能性也很大,改進后,焊接金屬通常處于三軸應力狀態,這增加了開裂的可能性。
遵義螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。遵義螺旋鋼管若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了鋼材焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。
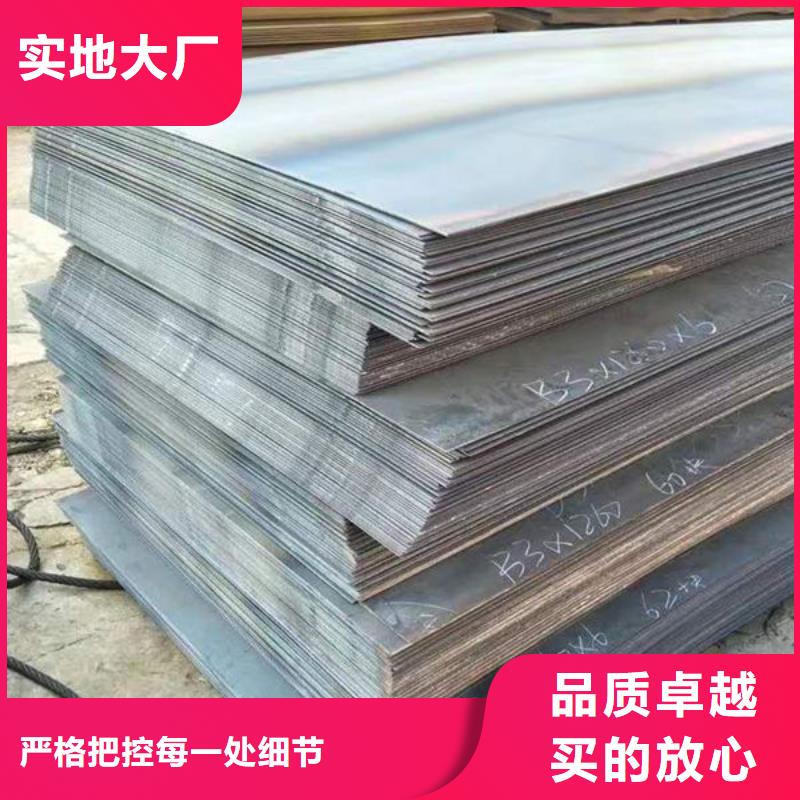
遵義角鋼的規格用邊長和邊厚的尺寸表示。目前國產遵義角鋼規格為2—20號,以邊長的厘米數為號數,同一號遵義角鋼常有2—7種不同的邊厚。進口遵義角鋼標明兩邊的實際尺寸及邊厚并注明相關標準。一般邊長12.5cm以上的為大型遵義角鋼,12.5cm—5cm之間的為中型遵義角鋼,邊長5cm以下的為小型遵義角鋼。進出口遵義角鋼的定貨一般以使用中所要求的規格為主,其鋼材為相應的碳結鋼鋼號。也是遵義角鋼除了規格號之外,沒有特定的成分和性能系列。遵義角鋼的交貨長度分為定尺、倍尺兩種,國產遵義角鋼的定尺選擇范圍根據規格號的不同有3—9m、4—12m、4—19m、6—19m四個范圍。日本產遵義角鋼的長度選擇范圍為6—15m。不等邊遵義角鋼的截面高度按不等邊遵義角鋼的長邊寬來計算。指斷面為角形且兩邊長不相等的鋼材。是遵義角鋼中的一種。其邊長由25mm×16mm~200mm×l25mm。由熱軋軋機軋制而成。