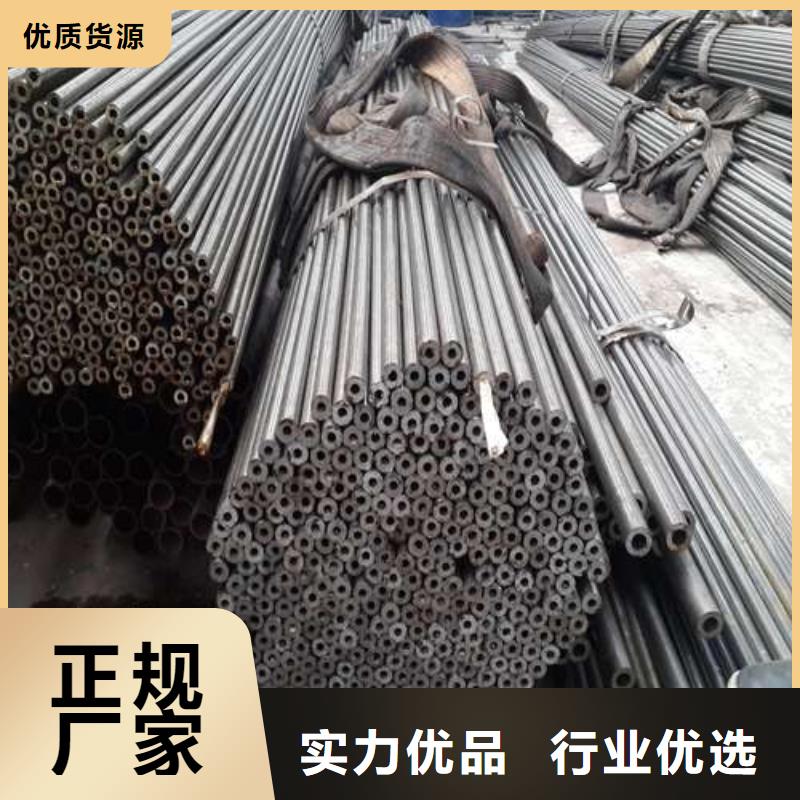



 精密鋼管安裝整個過程
根據施工圖進行管道定位,根據現場情況預制件構件水管支架,接著根據方案設計和現場開進行料,接著用磨光機磨焊接,再進行電焊焊接。焊接時將熱軋帶鋼送進焊管機組,經多道熱軋帶鋼擠壓加工,熱軋帶鋼漸漸地卷起,造成有張嘴間隙的環狀管坯,調整擠壓加工輥的壓下量,使電焊焊接間隙控制在1~3mm,并使焊接兩側齊平。如間隙過大,則造成鄰近效應減少,渦流熱值不足,電焊焊接晶間歇性合較差而導致未電焊焊接或開裂。如間隙過小則造成鄰近效應擴張,電焊焊接熱值過大,造成電焊焊接熱裂;或者電焊焊接經擠壓加工、擠壓成型后造成深坑,危害電焊焊接表面品質。精密管2
大金鋼管制造有限公司
山西省臨汾市隰縣精密鋼管訂制
精密管的膨脹系數檢查的方法可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣;其中容易
跑氣的地方是退火爐進管子的地方和出管子的地方,這個地方的密封圈特別容易磨損,要經常檢查
經常換。提出了冷彎成型前對精密鋼管進行預處理的工藝方案;研究分析了正火溫度、保溫時間和冷
卻方式對原料管組織和力學性能的影響規律;確定了精密鋼管的常規正火工藝:加熱溫度(890±10)℃
保溫6min后散置空冷。常規正火工藝可完全精密鋼管的魏氏組織使其屈服強度和抗拉強度的
匹配更加合理屈強比σS/bσ≤0.78延伸率5δ≥30%冷成型性能大幅度提高并避免出現冷彎開裂現象
。膨脹系數可以用體積或者是長度表示,通常是用長度表示。密度物質的密度是該物質單位體積的
質量,單位是kg/m3或1b/in3。殘余拉應力主要來自設備在焊接過程中產生的殘余拉應力。
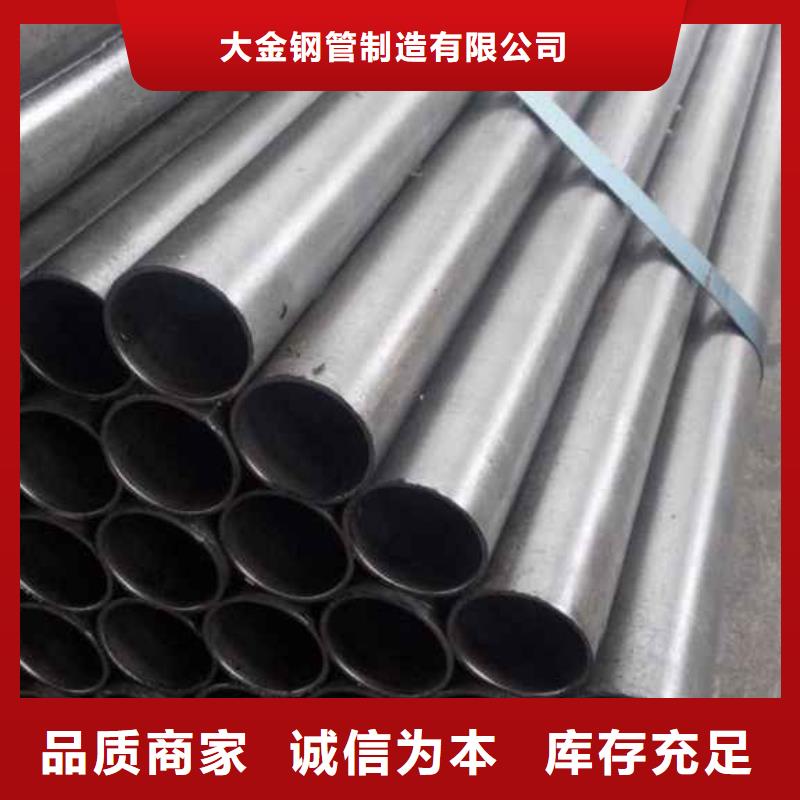
20cr精密管的價格要高出普通異型20cr冷拔管的價格很多,向精密機械,汽車配件,精密加工,航空領域一般都采用精密異型鋼管這樣制造出來的異型鋼管更有優勢,加工起來更為方便,但是普通機械加工制造又都選用普通的六角鋼管,八角鋼管,冷拔異型鋼管,價格比較便宜一些。小口徑45#精密管是鋼管的一種加工方式,是把小口徑鋼管加工成大口徑鋼管。小口徑45#精密管比熱軋鋼管機械性能稍差一些。
小口徑45#精密管采用的二步推進式擴管機集錐模擴徑技術,數字中頻感應加熱技術,液壓技術于一機,以其合理的工藝,較低的能源消耗,較低的建設,良好的產品質量,寬范圍的原料與產品規格適用性,靈活易變低投入的生產批量適應性,頂替了鋼管行業傳統的拉撥式擴徑技術。由于在近期內難于解決大口徑鋼管的供給,小口徑精密管成為解決我國大口徑鋼管短缺的重要產品來源。緩解了大口徑鋼管市場的供應緊張局面。
大金鋼管制造有限公司
山西省臨汾市隰縣精密鋼管訂制
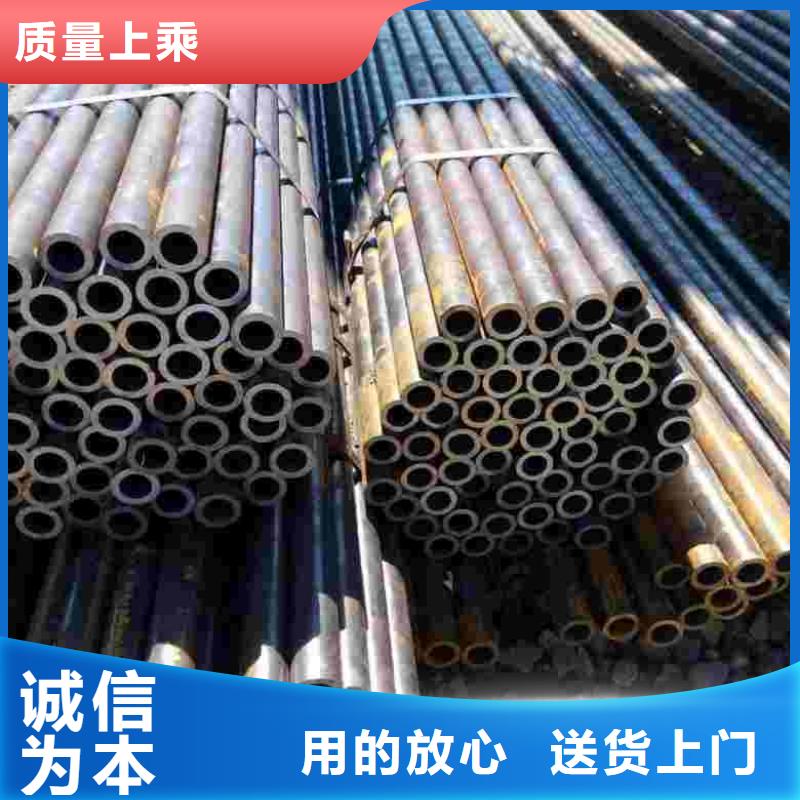
精密鋼管安裝整個過程
根據施工圖進行管道定位,根據現場情況預制件構件水管支架,接著根據方案設計和現場開進行料,接著用磨光機磨焊接,再進行電焊焊接。焊接時將熱軋帶鋼送進焊管機組,經多道熱軋帶鋼擠壓加工,熱軋帶鋼漸漸地卷起,造成有張嘴間隙的環狀管坯,調整擠壓加工輥的壓下量,使電焊焊接間隙控制在1~3mm,并使焊接兩側齊平。如間隙過大,則造成鄰近效應減少,渦流熱值不足,電焊焊接晶間歇性合較差而導致未電焊焊接或開裂。如間隙過小則造成鄰近效應擴張,電焊焊接熱值過大,造成電焊焊接熱裂;或者電焊焊接經擠壓加工、擠壓成型后造成深坑,危害電焊焊接表面品質。精密管2
大金鋼管制造有限公司
山西省臨汾市隰縣精密鋼管訂制
精密管的膨脹系數檢查的方法可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣;其中容易
跑氣的地方是退火爐進管子的地方和出管子的地方,這個地方的密封圈特別容易磨損,要經常檢查
經常換。提出了冷彎成型前對精密鋼管進行預處理的工藝方案;研究分析了正火溫度、保溫時間和冷
卻方式對原料管組織和力學性能的影響規律;確定了精密鋼管的常規正火工藝:加熱溫度(890±10)℃
保溫6min后散置空冷。常規正火工藝可完全精密鋼管的魏氏組織使其屈服強度和抗拉強度的
匹配更加合理屈強比σS/bσ≤0.78延伸率5δ≥30%冷成型性能大幅度提高并避免出現冷彎開裂現象
。膨脹系數可以用體積或者是長度表示,通常是用長度表示。密度物質的密度是該物質單位體積的
質量,單位是kg/m3或1b/in3。殘余拉應力主要來自設備在焊接過程中產生的殘余拉應力。
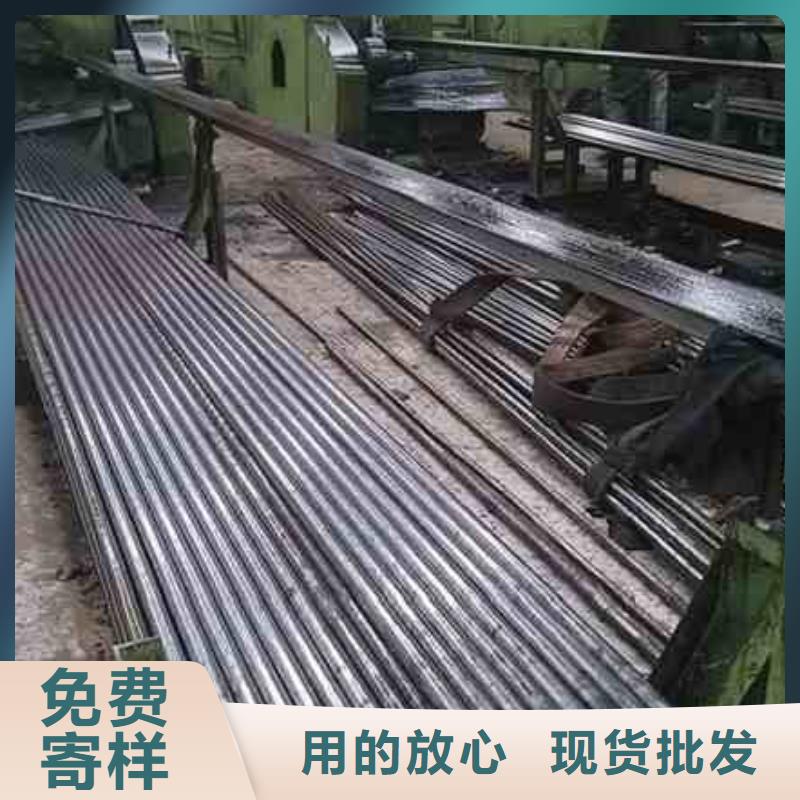
20cr精密管的價格要高出普通異型20cr冷拔管的價格很多,向精密機械,汽車配件,精密加工,航空領域一般都采用精密異型鋼管這樣制造出來的異型鋼管更有優勢,加工起來更為方便,但是普通機械加工制造又都選用普通的六角鋼管,八角鋼管,冷拔異型鋼管,價格比較便宜一些。小口徑45#精密管是鋼管的一種加工方式,是把小口徑鋼管加工成大口徑鋼管。小口徑45#精密管比熱軋鋼管機械性能稍差一些。
小口徑45#精密管采用的二步推進式擴管機集錐模擴徑技術,數字中頻感應加熱技術,液壓技術于一機,以其合理的工藝,較低的能源消耗,較低的建設,良好的產品質量,寬范圍的原料與產品規格適用性,靈活易變低投入的生產批量適應性,頂替了鋼管行業傳統的拉撥式擴徑技術。由于在近期內難于解決大口徑鋼管的供給,小口徑精密管成為解決我國大口徑鋼管短缺的重要產品來源。緩解了大口徑鋼管市場的供應緊張局面。
大金鋼管制造有限公司
山西省臨汾市隰縣精密鋼管訂制

| 產品參數 | |
|---|---|
| 產品價格 | 4500上下/噸 |
| 發貨期限 | 3-7天 |
| 供貨總量 | 9899899 |
| 運費說明 | 電議 |
| 是否廠家 | 是 |
| 產品品牌 | 大金鋼管制造 |
| 發貨城市 | 山東 聊城 |
| 產品產地 | 山東 聊城 |
| 加工定制 | 是 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |