

產品詳細介紹
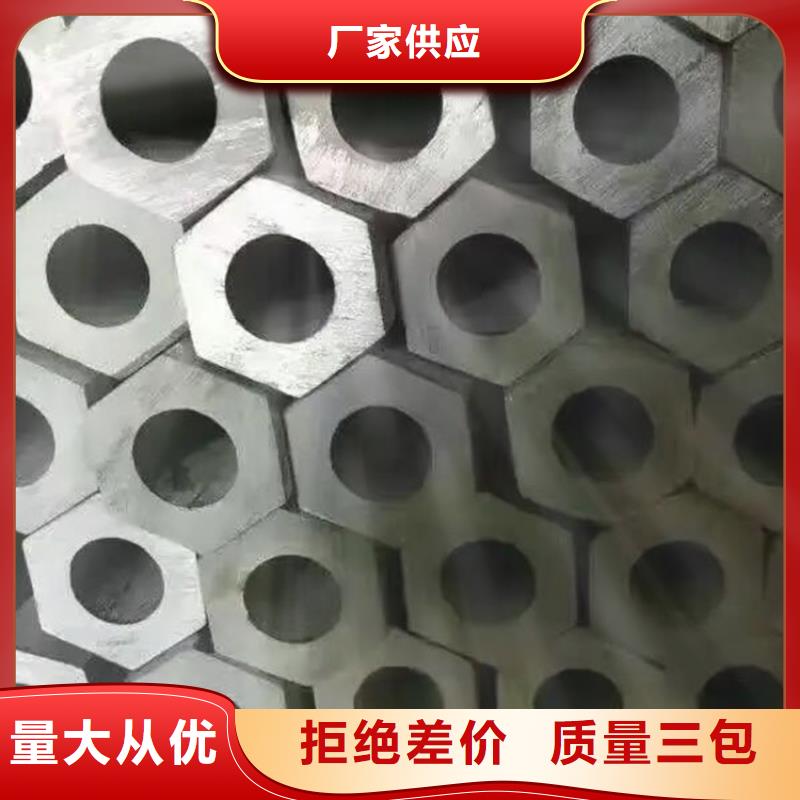
臨汾 精密六角管規格全 <臨汾>金帝鋼管
六角管厚壁管生產制造在加工工藝上存有一系列的艱難。比如對接焊品質不穩定,非常容易搭焊導致一系列艱難,非常容易造成波浪紋和起包。電焊焊接不穩定,非常容易搭焊。飛鋸斷開時非常容易造成創口形變。六角鋼管在運送和撥料時非常容易造成壓坑、形變這些。而在其中的重要則是成形起包。造成成形起包的緣故則是邊沿拓寬。 六角鋼管閃亮焊的關鍵特點是有火苗持續爆發的狀況。夾持在對機軸桿上的熱軋帶鋼首尾在電流量接入后,即被移近,相互之間觸碰。先觸碰的一部分電限非常大,電焊焊接電流量把點接觸以及相鄰地區的金屬材料迅速加溫到熔融溫度,使熱軋帶鋼首尾觸碰一部分產生形狀記憶合金構造柱,持續的快速加溫使構造柱處形狀記憶合金加溫至拂點,展現金屬材料蒸氣。 當六角鋼管金屬材料蒸氣的工作壓力超過形狀記憶合金的界面張力時;構造柱產生工程,因此展現出強烈的火苗,產生閃亮。軸桿的持續挨近,使火苗在電焊焊接全過程中持續邁進,直到終斷電流量才行,這就是火苗造成的緣故。


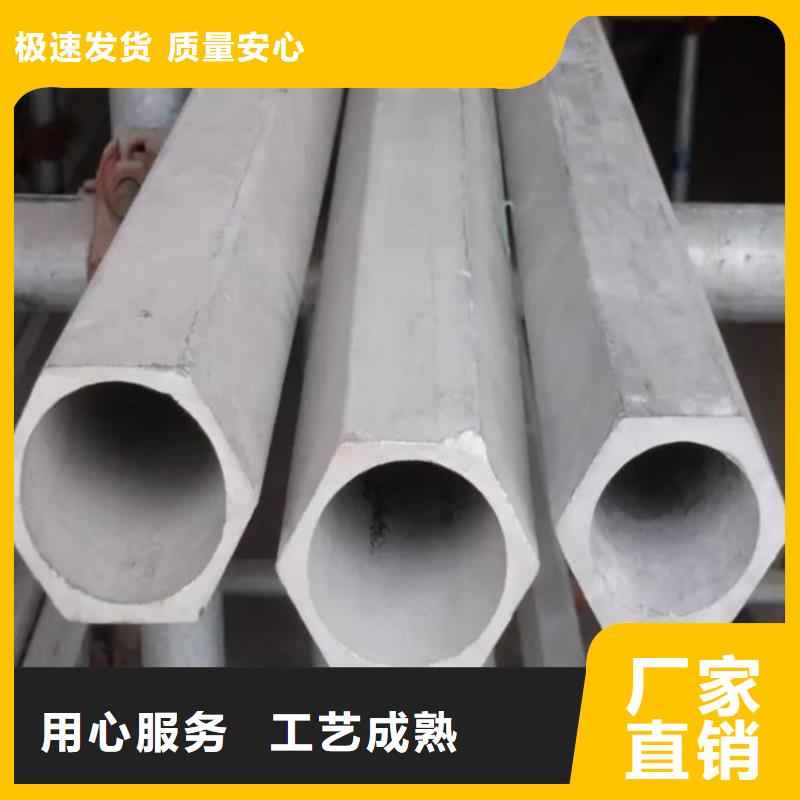
六角管的工藝流程基本上是鋼材經過拉拔不僅可獲得必要的規格尺寸同時由于加工硬化作用其力學性能也有所提高。六角鋼的拉拔工藝流程為:原材料拉拔——退火——酸洗——掛灰——拉拔。必要時還可在拉拔后加校直工序。工藝參數這里主要介紹坯料直徑即一次拉拔后六角鋼拉拔前的圓鋼直徑。在液壓機上直接壓彎的工藝零件折彎后發現以下兩方面的缺陷:一是零件偏移。因零件兩端為夾角折彎壓形時產生定位偏移使零件壓形后在圓弧處小兩端夾邊處大的現象。二是零件兩端尖處變形。在這里六角鋼廠家,六角鋼,臨沂鳳順五金工具有限公司提出建議只要做到以下工藝就能夠很好的解決上述問題:一是沿折彎淺割口。二是以邊定位壓彎。三是焊接割口焊縫打光。六角鋼拉拔技術方面還是在實踐中得來,只要經驗多了,工藝技術自然就上去了。

關于哪些因素引起六角管開裂現象? 因素一原材質量太差:原材的選擇質量不過關,可能會直接導致六角鋼管開裂,但 同時,這也是好控制的一種因素。 因素二穿孔加熱溫度達不到:管坯在初的穿孔加熱過程中,如果穿孔溫度沒有達 到一定的標準,會使鋼管有一定的受熱差,在后期的加工過程中,會引起開裂。 因素三變形量過大:六角鋼管在加工的過程中,由于加工工序不同,會導致六角管 有很大的變形尺寸發生改變, 變形量過大,導致鋼管開裂。 以上三個因素的分享,希望對您能夠有所幫助,如果您還可以其他產品的需求和問 題都可以聯系我們,謝謝合作!
 臨汾
精密六角管規格全
臨汾
精密六角管規格全

