縫鋼管現(xiàn)貨供應(yīng)")
縫鋼管現(xiàn)貨供應(yīng)")
縫鋼管現(xiàn)貨供應(yīng)")


想知道09crcusb無(wú)縫鋼管現(xiàn)貨供應(yīng)產(chǎn)品的獨(dú)特魅力嗎?視頻里的產(chǎn)品介紹,比文字更有說(shuō)服力,一看便知!
以下是:09crcusb無(wú)縫鋼管現(xiàn)貨供應(yīng)的圖文介紹

建順金屬制品有限公司
建順金屬制品有限公司是一家集 吉林延邊冷卻器研發(fā)、生產(chǎn)、銷售和技術(shù)服務(wù)為一體的高新企業(yè)。公司擁有科學(xué)、完整的質(zhì)量管理體系,高精度的 吉林延邊冷卻器生產(chǎn)設(shè)備和認(rèn)真負(fù)責(zé)的員工,主要生產(chǎn)銷售 吉林延邊冷卻器,適用領(lǐng)域較廣。公司秉承“誠(chéng)實(shí)守信,品質(zhì)為先”的文化理念,高質(zhì)價(jià)比的 吉林延邊冷卻器產(chǎn)品、豐富的實(shí)踐經(jīng)驗(yàn)和完整的系統(tǒng)解決方案、服務(wù)于客戶需求。歡迎各界朋友蒞臨參觀、指導(dǎo)和業(yè)務(wù)洽談。
縫鋼管現(xiàn)貨供應(yīng)")
縫鋼管現(xiàn)貨供應(yīng)")
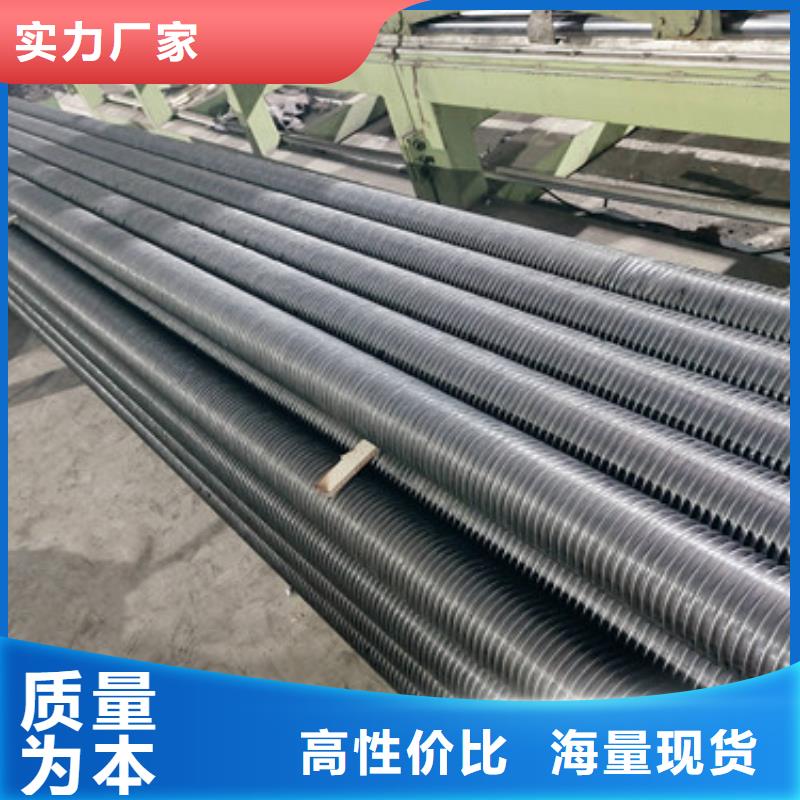
吉林延邊高頻焊螺旋翅片管是應(yīng)用為廣泛的螺旋翅片管之一,現(xiàn)廣泛應(yīng)用于電力、吉林延邊同城冶金、吉林延邊同城水泥行業(yè)的余熱回收以及石油化工等行業(yè)。翅片管,是為了提高換熱效率,通常在換熱管的表面通過(guò)加翅片,增大換熱管的外表面積(或內(nèi)表面積),從而達(dá)到提高換熱效率的目的,這樣一種換熱管。高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時(shí),利用高頻電流的集膚效應(yīng)和鄰近效應(yīng),對(duì)鋼帶和鋼管外表面加熱,直至塑性狀態(tài)或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實(shí)為一種固相焊接。它與鑲嵌、吉林延邊同城釬焊(或整體熱鍍鋅)等方法相比,無(wú)論是在產(chǎn)品質(zhì)量(翅片的焊合率高,可達(dá)95%),還是生產(chǎn)率及自動(dòng)化程度上,都是更為先進(jìn)。高頻焊(high-frequency welding)是以固體電阻熱為能源。焊接時(shí)利用高頻電流在工件內(nèi)產(chǎn)生的電阻熱使工件焊接區(qū)表層加熱到熔化或接近的塑性狀態(tài),隨即施加(或不施加)頂鍛力而實(shí)現(xiàn)金屬的結(jié)合。因此它是一種固相電阻焊方法。高頻焊根據(jù)高頻電流在工件中產(chǎn)生熱的方式可分為接觸高頻焊和感應(yīng)高頻焊。接觸高頻焊時(shí),高頻電流通過(guò)與工件機(jī)械接觸而傳入工件。感應(yīng)高頻焊時(shí),高頻電流通過(guò)工件外部感應(yīng)圈的耦合作用而在工件內(nèi)產(chǎn)生感應(yīng)電流。高頻焊是專業(yè)化較強(qiáng)的焊接方法,要根據(jù)產(chǎn)品配備專用設(shè)備。生產(chǎn)率高,焊接速度可達(dá)30m/min。主要用于制造管子時(shí)縱縫或螺旋縫的焊接。高頻焊的高頻電流的兩大效應(yīng)的內(nèi)容為:集膚效應(yīng)——當(dāng)導(dǎo)體通以交流電流時(shí),導(dǎo)體斷面上出現(xiàn)的電流分布不均勻,電流密度由導(dǎo)體中心向表面逐漸增加,大部分電流僅沿導(dǎo)體表層流動(dòng)的一種物理現(xiàn)象。導(dǎo)體的電阻率越低、吉林延邊同城磁導(dǎo)率越大、吉林延邊同城電流的頻率越高,其集膚效應(yīng)越顯著。鄰近效應(yīng)——當(dāng)高頻電流在兩導(dǎo)體中彼此反向流動(dòng)或在一個(gè)往復(fù)導(dǎo)體中流動(dòng)時(shí),電流會(huì)集中于導(dǎo)體鄰近側(cè)流動(dòng)的一種特殊的物理現(xiàn)象。高頻焊通常使用的電流頻率范圍為300~450kHz,有時(shí)也使用低至10kHz的頻率
縫鋼管現(xiàn)貨供應(yīng)")
縫鋼管現(xiàn)貨供應(yīng)")
縫鋼管現(xiàn)貨供應(yīng)")
吉林延邊激光焊翅片管用于民用壁掛爐、吉林延邊附近工業(yè)鍋爐等,使用德國(guó)技術(shù),國(guó)內(nèi)剛剛興起,但在歐洲已有十幾年的歷史,優(yōu)勢(shì)在于接觸熱阻為零,和高頻焊接相比具有翅化比大,重量輕,組裝的換熱器體積緊湊的特點(diǎn),更節(jié)能環(huán)保,達(dá)到 排放要求.國(guó)內(nèi)的翅片管種類繁多,主要以高頻焊翅片管為主,雖然它與鑲嵌、吉林延邊附近釬焊等方法相比,在產(chǎn)品質(zhì)量和生產(chǎn)自動(dòng)化方面都更為先進(jìn),但是由于高頻焊翅片管的根部難以焊透和根部有褶皺等因素,導(dǎo)致高頻焊翅片管在換熱效率和防積灰方便還存在諸多不足。有鑒于上述原因及為了響應(yīng) 關(guān)于節(jié)能減排的方針政策。激光焊翅片管是技術(shù)為先進(jìn)的產(chǎn)品,其有著不可替代的優(yōu)勢(shì)1:基管厚度可以在0.8-1.5毫米,翅片厚度可以在0.3-1毫米,相對(duì)其他工藝大大節(jié)約了材料成本。2:焊透率高,能夠防止間隙腐蝕,延長(zhǎng)使用壽命,減小傳熱熱阻。3:突破材料限制,可使用不同材料進(jìn)行加工。4:易于二次加工,可直接進(jìn)行盤(pán)管和彎管。5:焊接熱影響區(qū)小,金相變化小,使得小管徑翅片管加工成為可能。換熱管與冷凝管的用材,應(yīng)當(dāng)具備的傳熱性能,更要具備良好的耐腐蝕、吉林延邊附近耐沖刷、吉林延邊附近耐磨蝕性能,還應(yīng)有良好的強(qiáng)度和剛度和可塑性能,易于加工制造。
縫鋼管現(xiàn)貨供應(yīng)")
縫鋼管現(xiàn)貨供應(yīng)")
縫鋼管現(xiàn)貨供應(yīng)")
吉林延邊釬焊螺旋翅片管釬焊螺旋翅片管的加工分兩步進(jìn)行。首先,將鋼帶平面垂直于管子軸線按螺旋線方式纏繞在管子外表面上,并把鋼帶兩端焊在鋼管上固定,然后為鋼帶和鋼管接觸處的間隙,用釬焊的方法將鋼帶和鋼管焊在一起。此種方法因其造價(jià)昂貴,故常用另一種方法,即將纏好鋼帶的管子放進(jìn)鋅液槽內(nèi)進(jìn)行整體熱鍍鋅來(lái)替代。采用整體熱鍍鋅雖然鍍液不見(jiàn)得能很好地滲進(jìn)翅片和鋼管之間極小的間隙,但在翅片外表面和鋼管外表面卻形成了一個(gè)完整的鍍鋅層。采用整體熱鍍鋅的螺旋翅片管,因?yàn)槭艿藉冧\層厚度的限制(鍍鋅層厚時(shí),鋅層牢固性差,易脫落),加之鋅液不可能全部滲入間隙內(nèi),所以,翅片與鋼管的結(jié)合率仍不高。另外,鋅的傳熱系數(shù)比鋼小(約為鋼的78%),故傳熱能力低。鋅在酸及堿、吉林延邊附近硫化物中極易遭受腐蝕,因此,用鍍鋅螺旋翅片管不適于制作空氣預(yù)熱器(回收鍋爐煙氣余熱)。
縫鋼管現(xiàn)貨供應(yīng)")
點(diǎn)擊查看建順金屬制品有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】