非標絎磨管
更新時間: 2025-02-15 03:09:35 瀏覽次數:6
以下是:非標絎磨管的產品參數
| 產品參數 |
|---|
| 產品價格 | 5900/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質量等級 | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 油缸機械加工 |
|---|
| 是否進口 | 否 |
|---|
以下是:非標絎磨管的圖文視頻
導讀 您是想要在福建省廈門市采購高質量的非標絎磨管產品嗎?九冶管業有限公司是您的不二之選!我們致力于提供品質保證、價格優惠的非標絎磨管產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:高經理-17706353138,QQ:3573482096,地址:《開發區丁快工業園發貨到福建省 廈門市 思明區、海滄區、湖里區、集美區、同安區、翔安區》。 福建省,廈門市 廈門市,簡稱“廈”或“鷺”,別稱鷺島,福建省轄地級市、副省級市、計劃單列市、Ⅰ型大城市,位于中國華東地區、福建省東南部沿海,與漳州市、泉州市相連,地形以濱海平原、臺地和丘陵為主,屬南亞熱帶海洋性季風氣候,溫和多雨。截至2022年,廈門市下轄6個區,總面積1700.61平方千米,常住人口530.80萬人,城鎮化率90.19%。
福建省廈門非標絎磨管
<廈門>九冶管業有限公司
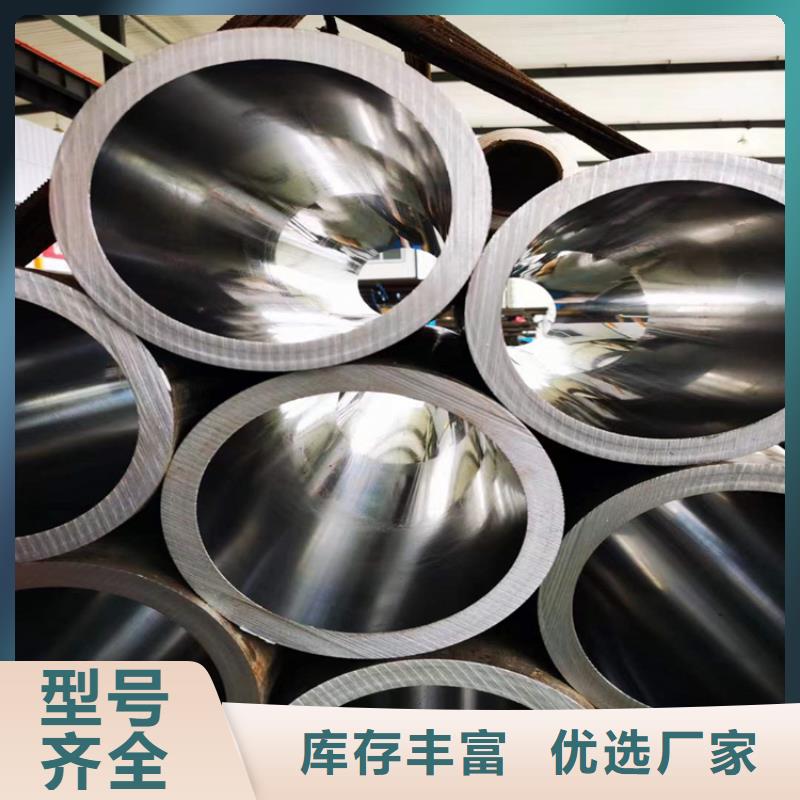
小口徑絎磨管尺寸偏差的計算方法1.小口徑珩磨管檢查臺作用在成品檢查臺上,對稱品合金鋼管要逐支進行管徑、壁厚的測量,精密管,同時進行內外表面質量的檢查。2.小口徑珩磨管尺寸偏差的計算方法—小口徑珩磨管外徑偏差的計算正偏差=(D 大-D 公)/D 公×負偏差=(D 小-D 公)/D 公×外徑公差范圍=正偏差+負偏差3.小口徑珩磨管壁厚偏差計算正偏差(+△S)= S max ? S公 × S公 S max ? S公 S公 ×負偏差(-△S)= 壁厚公差范圍=正偏差+負偏差



<廈門>九冶管業有限公司
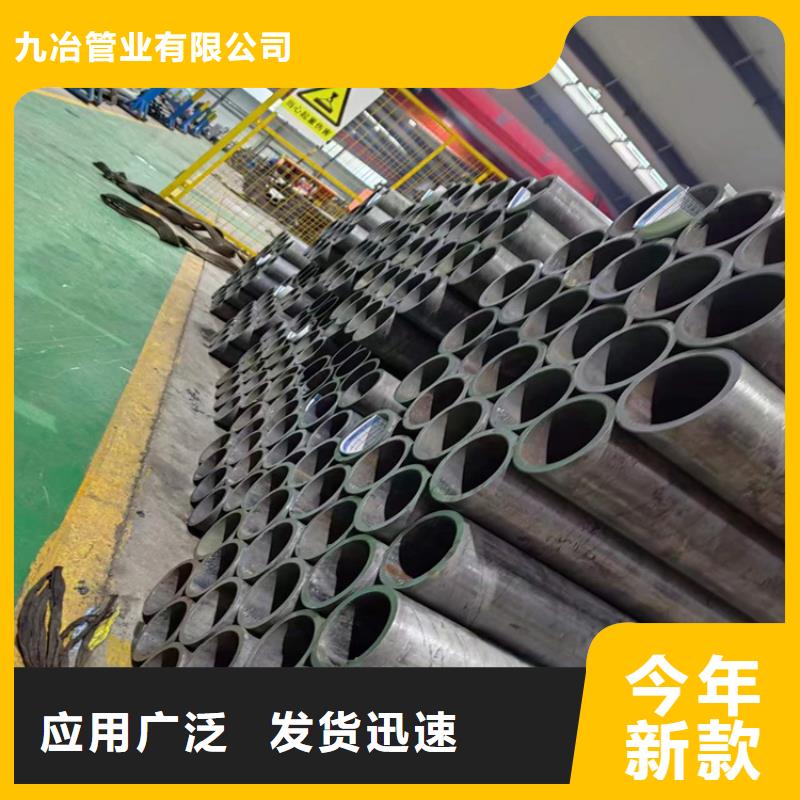
滾壓是一種無切削的塑性加工方法。滾壓加工是一種無切屑加工,絎磨管在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象,珩磨管的生產工藝發展及工作原理簡介珩磨管的生產一般要講過復雜的過程和嚴格的檢驗才能出產,因為它是用于各種機械零件的生產上,所以對于珩磨管精度要求很高。隨著科技的不斷發展,珩磨管生產工藝在不斷的進步完善,對于珩磨管生產效率的提高有很大的促進作用。為了使珩磨管的生產效率更高,我們采取了新的生產工藝,通過強力研磨、自動化研磨的方式來生產。

總結 今年在福建省廈門市購買非標絎磨管有了新選擇,九冶管業有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的非標絎磨管產品。如需購買或咨詢,請隨時聯系我們,聯系人:高經理-17706353138,QQ:3573482096,地址:開發區丁快工業園。