服務熱線:15106358106

您可能對晉城本地以下產(chǎn)品新聞也感興趣
更新時間:2025-02-10 01:45:41 瀏覽次數(shù):4 公司名稱:聊城 鵬鑫鋼鐵有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 100000噸 |
| 運費說明 | 電議 |
| 最小起訂 | 0 |
| 質(zhì)量等級 | 優(yōu) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | Q345 Q235等 |
| 產(chǎn)品品牌 | 鵬鑫 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 山東聊城 |
| 產(chǎn)品產(chǎn)地 | 山東聊城 |
| 加工定制 | 是 |
| 產(chǎn)品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產(chǎn)品顏色 | 原色 |
| 適用領域 | 機械等 |
| 是否進口 | 否 |

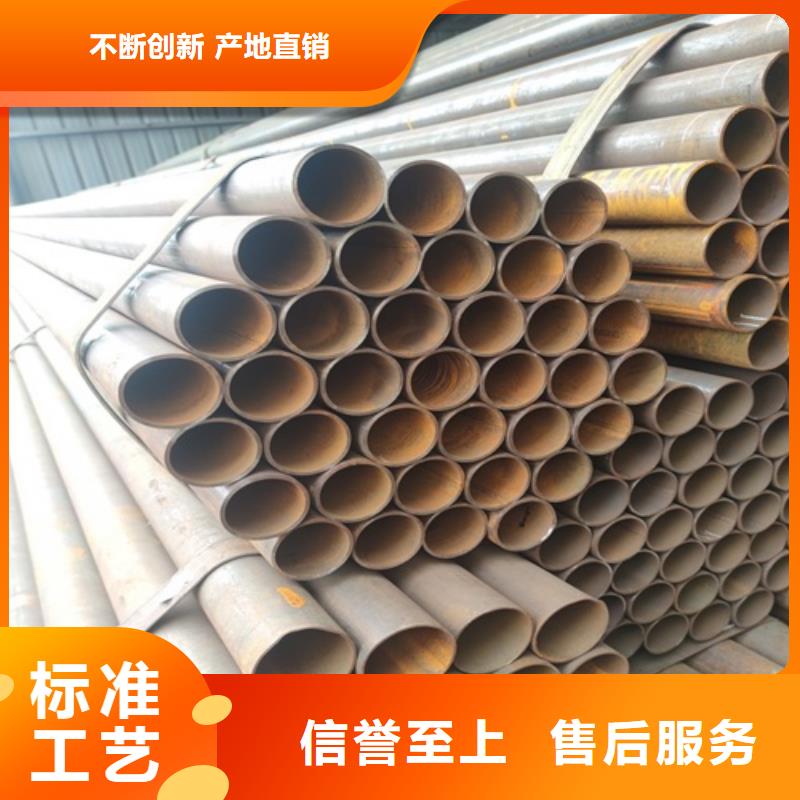

鵬鑫鋼鐵 晉城丁字焊管正規(guī)廠家
焊管的主要生產(chǎn)步驟 焊管是以帶鋼卷板為原材料,經(jīng)常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。將帶鋼送入焊管機組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。 原材料在投入前都要經(jīng)過嚴格的理化檢驗,帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。 采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送;采用外控或內(nèi)控輥式成型。;采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。 焊管焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。再采用空氣等離子切割機將鋼管切成單根。切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。 焊管的焊縫上有連續(xù)聲波探傷標記的部位,經(jīng)過手動超聲波和X射線復查,如確有缺陷,經(jīng)過修補后,再次經(jīng)過無損檢驗,直到確認缺陷已經(jīng)。)每根鋼管經(jīng)過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數(shù)自動打印記錄。
廠家")
廠家") 晉城丁字焊管正規(guī)廠家
晉城丁字焊管正規(guī)廠家
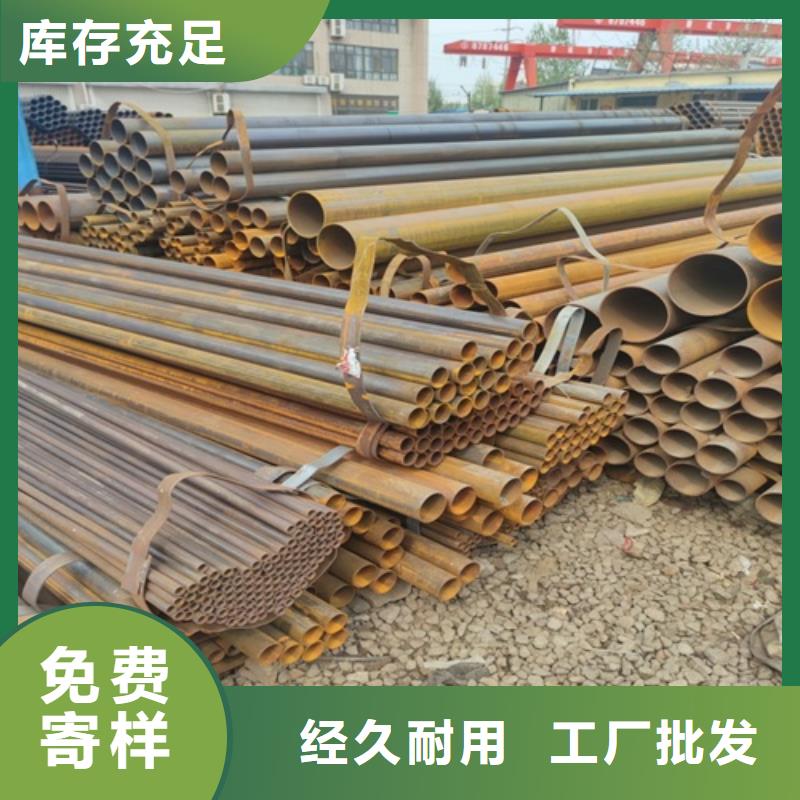
焊接鋼管也稱焊管是用鋼板或鋼帶經(jīng)過卷曲成型后焊接制成的鋼管鋼管。焊接鋼管生產(chǎn)工藝簡單生產(chǎn)效率高,品種規(guī)格多設備資少但一般強度低于無縫鋼管。20世紀30年代以來隨著優(yōu)質(zhì)帶鋼連軋生產(chǎn)的迅速發(fā)展以及焊接和檢驗技術的進步焊縫質(zhì)量不斷提高,焊接鋼管的品種規(guī)格日益增多,并在越來越多的領域代替了無縫鋼管。 焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。直縫焊管生產(chǎn)工藝簡單 生產(chǎn)效率高,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高能用較窄的坯料生產(chǎn)管徑較大的焊管還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比焊縫長度增加30~ 租生產(chǎn)速度較低。因此,較小口徑的焊管大都采用直縫焊大加徑焊管則大多采用螺旋焊。
廠家")
廠家")
廠家") 晉城丁字焊管正規(guī)廠家
晉城丁字焊管正規(guī)廠家