13375600456


聯系我們

更新時間:2025-01-13 14:48:06 瀏覽次數:1 公司名稱:聊城 鑫澤金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 5750/噸 |
| 發貨期限 | 3-7 |
| 供貨總量 | 7777777 |
| 運費說明 | 運輸/需方付費 |
| 最小起訂 | 0.1 |
| 質量等級 | A級 |
| 是否廠家 | 是 |
| 產品材質 | 材質齊全 |
| 產品品牌 | 鑫澤 |
| 產品規格 | 規格齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 可定制 |
| 產品型號 | 根據需求 |
| 可售賣地 | 全國 |
| 產品重量 | 按需求 |
| 產品顏色 | 油拔,粉拔,精拉 |
| 質保時間 | 按產品尺寸 |
| 外形尺寸 | 根據需求 |
| 適用領域 | 通用領域 |
| 是否進口 | 否 |
| 質量認證 | 根據產品 |
| 產品功率 | 8000 |
| 工作溫度 | 1500 |
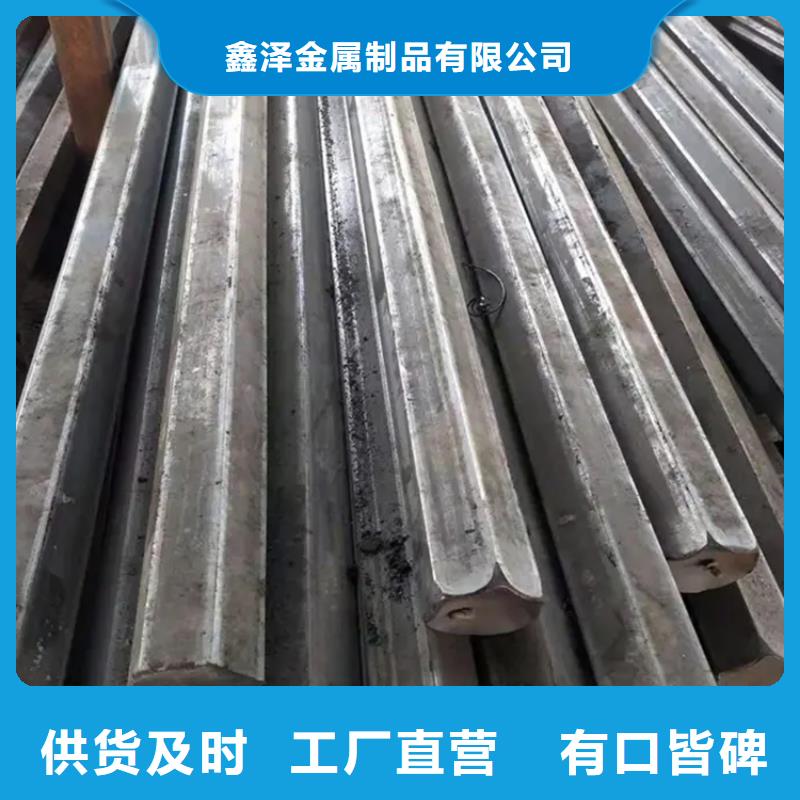


<貴州>鑫澤金屬制品有限公司 貴州20CrMo方鋼 方鐵 冷拉方鋼 冷拔方鋼廠家品質可靠
冷拔方鋼采用冷擠壓技術,通過模具拉拔各種精度高、表面光滑的圓鋼、方鋼、扁鋼、六角鋼等異型鋼材。作為一種冷拉型鋼,如何防止其橫向開裂?一般從兩個方面做好防范。一方面,通過合理鍛造模塊來降低橫向裂紋的可能性。這個過程的基本要求如下:1、原料的長寬比在2-3之間;2、采用雙交叉變形鍛造。經過五鐓五拔多火鍛造,鋼中的碳化物和雜質在鋼基體中細小均勻分布,大大提高了模塊的橫向力學性能,減少和了應力源。冷拔方鋼是一種常見的鋼材,尤其在建筑中。冷拔方鋼的制造與垂直于晶粒伸長方向的制造一致,但強度減小,而液壓缸的應力存在于鋼管的徑向,過度變形不利于冷拔管的充分性能。鋼中的纖維組織、位錯、空位等晶體缺陷一般通過退火或正火來。另一方面,選擇理想的冷卻速度和冷卻介質。通過充分利用熱應力,降低相變應力,控制應力之和為負值,可以有效避免橫向淬火裂紋。經過測試,發現CL-1有機淬火劑是一種理想的淬火劑。通過調節CL-1淬火劑的不同濃度比,可以獲得不同的冷卻速度,以滿足不同材料的需要。經過火脆調質處理后,冷拔方鋼具有較高的剛性-強度和重復沖擊能力,低溫沖擊韌性好,更適合制造強度及韌性要求高的產品。
<貴州>鑫澤金屬制品有限公司 貴州20CrMo方鋼 方鐵 冷拉方鋼 冷拔方鋼廠家品質可靠
貴州20CrMo方鋼 方鐵 冷拉方鋼 冷拔方鋼廠家品質可靠

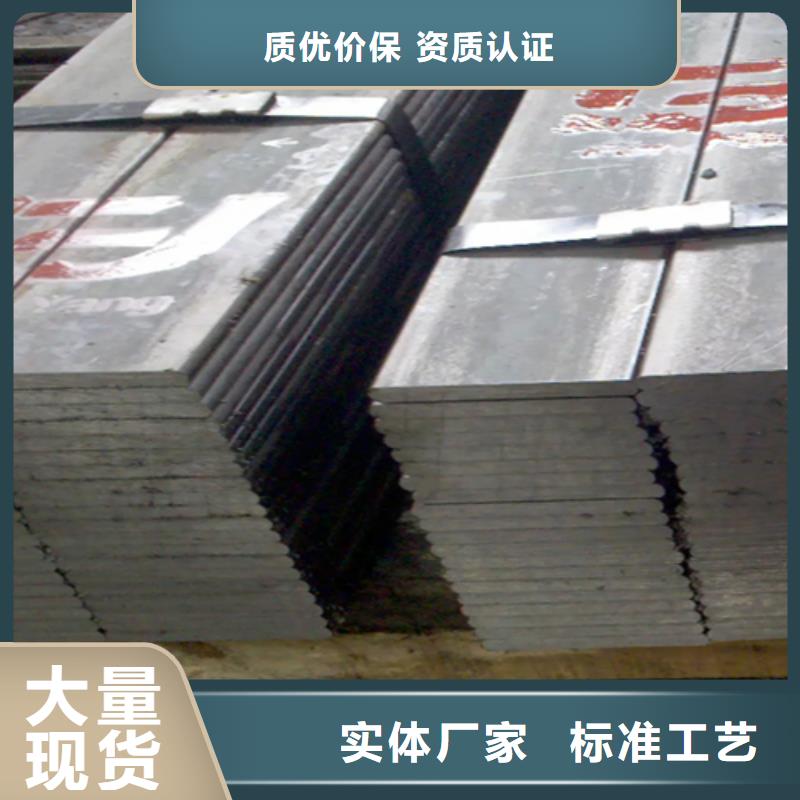
冷拔方鋼扁鋼圓鋼六角鋼是在常溫條件下,以超過原來鋼筋屈服點強度的拉應力,強行拉伸鋼筋,使鋼筋產生塑性變形以達到提高鋼筋屈服點強度和節約鋼材為目的。冷拉鋼是利用冷擠壓技術,通過的模具,拉出各類高精度、表面光滑的圓鋼、方鋼、扁鋼、六角鋼及其它異型鋼。鋼筋冷拉概念:以節約鋼材、提高鋼筋屈服強度為目的,以超過屈服強度而又小于極限強度的拉應力拉伸鋼筋,使其產生塑性變形的做法叫鋼筋冷拉。 鋼的分類:根據化學成分鋼分為碳素鋼和合金鋼;按照鋼的用途可以分為結構鋼、工具鋼和特殊性能鋼。建筑工程中主要應用的碳素鋼是Q235鋼。在鋼結構中,各種異型鋼、鋼板和鋼管主要也是應用Q235鋼軋制而成的。可以按用戶需求,定厚、定寬、定長生產,為用戶減少了切割,并節省工序,降低了人工、材料的消耗,同時也減少了原材料的加工損耗,省時、省力、省料。產品已專業用于鋼結構制造業、機械制造業、汽車工業、礦山機械、起重機械及其它產業用材。
 <貴州>鑫澤金屬制品有限公司
<貴州>鑫澤金屬制品有限公司

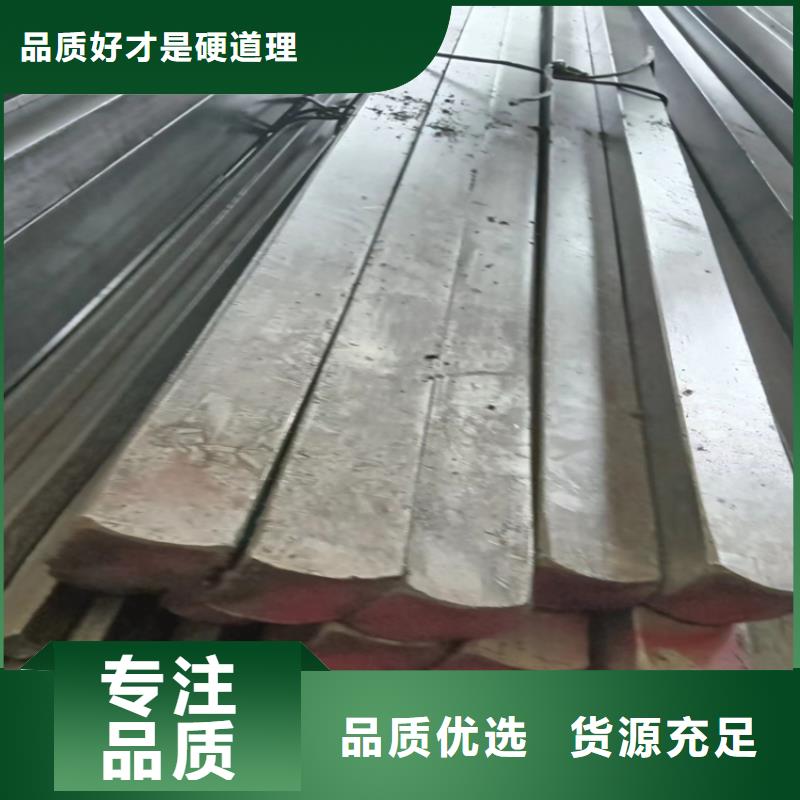
催促冷拔方鋼運用及質量實力的催促,在合理股動商品有用功用的進步過程中,要以的商品價值功用,不竭完善其操練運用等優勢程度的進步,從各商品的實力默示過程中,催促其運用結局的默示,使其在加強商品價值功用的展開才干上,不竭完善其質量運用實力的默示,開荒其全體運用程度的優勢結局,然后以的運用才干,加速其操練功用的股動。 惠翔冷拔方鋼在制造過程中并不是一味的依照傳統做法去制造方鋼而是不竭進步冷拔方鋼商品的運用才干運用牢靠的功用實力來加速其商品功用的全體默示加強其全體運用優勢結局的展開讓其在牢靠的商品有用功用上完結開荒優勢進一步加強商品有用根底加大對商品運用才干如今的惠翔冷拔方鋼的制造成品率高耗電量少首要選用鐵水為材料鐵水中有害元素較少出產出的方鋼質量有確保.連鑄小方坯定尺率高能確保方鋼定尺率對勁用戶的需要.鋼水直接鑄成小方坯免卻了開坯工序下降了成本.

冷拔方鋼在加工的時候,經常會遇到不同的情況,為了保證冷拔方鋼的質量,要針對不同進行控制。主要包括以下幾點:1、冷拔方鋼應力控制 對于Ⅱ、Ⅲ、Ⅳ級鋼筋和五號鋼的鋼筋,在冷拉后,作預應力鋼筋使用的,要用冷拉應力控制。但鋼筋冷拉后經檢查,冷拉率超過了規范規定值,還要再進行機械能實驗。 2、冷拔率測定控制要求 以冷拉率控制鋼筋冷拉時,控制值要由試驗確定。冷拉型鋼試驗測定時要求:同爐同批的測定試件,不能少于四個,每個試件都要按規范規定的冷拉應力測定相應的冷拉率,并取試件的平均值作為該爐該批鋼筋的實際冷拉率。如果鋼筋強度偏高,平均的冷拉率低于百分之一時,在鋼筋冷拉時,仍要按百分之一的冷拉率控制。 3、不同爐批的冷拔控制 對于混雜,分不清爐批的鋼筋,冷拉時,不能用冷拉率控制,而且要冷拉多根連接的鋼筋,每根的冷拉率和控制應力都要符合規范規定。 4、冷拔速度控制 要使鋼筋充分變形,就要適當控制冷拉速度,一般以0.5~1為宜。同時要求,冷拉到規定的應力和冷拉率以后,隨即停拉兩到三以后,再放松鋼筋,結束冷拉,以給鋼筋充分變形的時間。