



聯系我們

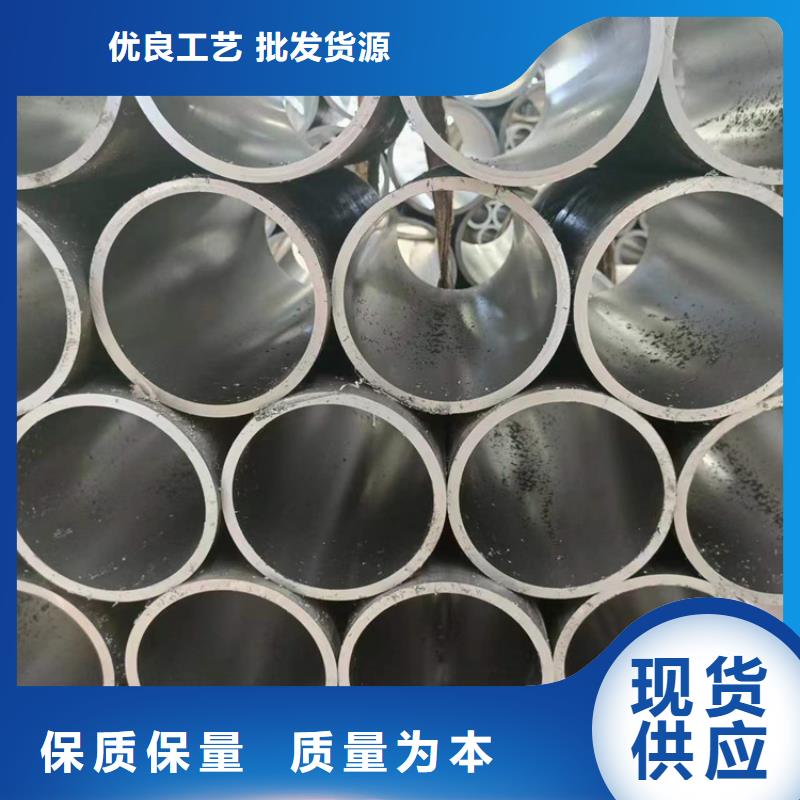
絎磨管廠規格
更新時間:2025-01-13 10:42:20 瀏覽次數:3 公司名稱:聊城 安達液壓機械有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 5900/噸 |
| 發貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質量等級 | 正品 |
| 是否廠家 | 是 |
| 產品材質 | 20# |
| 產品品牌 | 九冶 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產品顏色 | 金屬色 |
| 適用領域 | 油缸 機械加工 |
| 是否進口 | 否 |
| 顏色 | 有色金屬 |
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加工定制 | 是 |




遼寧省阜新市絎磨管廠規格 <阜新>九冶管業有限公司
熱軋絎磨管后的區別熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。

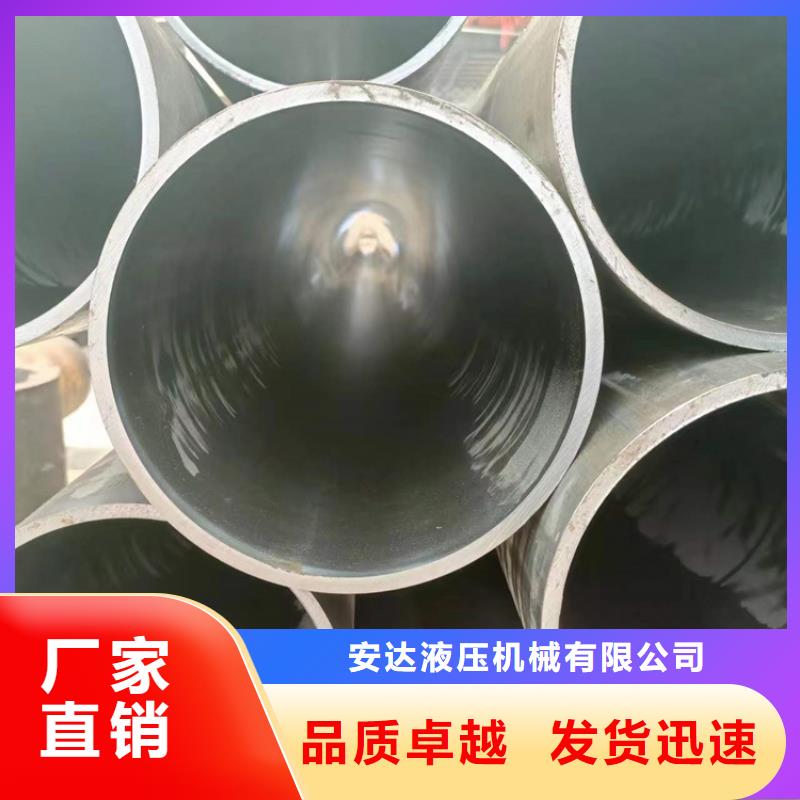
現在市面上生產的冷拔20#絎磨管,大多數都是采用熱處理工藝制造而成的,前奏需要進行真空退火,退火的溫度越低,則對于真空度的要求越高,在此過程中,需要經過很為復雜的過程,相對而言,冷拔20#絎磨管對于技術方面的要求要高出許多,所以,這種管道材料在質量的方面才會具有如此顯著的優勢。高精密絎磨管的高強度具體表現如果選擇了普通的鋼管,那么你所訂購的鋼管,與你所收到的鋼管,型號方面會出現很大的誤差。甚至在一條鋼管上的不同部分,內徑或者是壁厚,都會出現很大的差距。這樣的管道,在使用的過程中,肯定會帶來很多的問題。但是高精密絎磨管不同,這種鋼管對于管道,任何部分的標準,都有非常嚴格的要求。雖然高精密絎磨管,同樣也是無法,管道每個方面的尺寸,都完全符合這個標準。但是高精密絎磨管,卻是可以將誤差,控制在一個,非常小的范圍以內。在一般情況下,這個誤差都不會,超過兩個標準的單位,這對于大多數行業來說,就已經足夠了
 遼寧省阜新市絎磨管廠規格
遼寧省阜新市絎磨管廠規格
小口徑絎磨管公司生產品種規格為:內徑直徑30mm—300mm,壁厚為2mm—40mm。技術條件為:內孔精度H5—H10,內孔粗糙度Ra≤0.63um,直線度≤0.3mm/m小口徑絎磨管是用4~6根砂條組成的珩磨頭對內孔進行光整加工。珩磨不但生產率高,并且加工精度也很高,一般尺寸精度可達IT5~IT6級,表面粗糙度可達0.8~0.1μm,并且能修正孔的幾何形狀偏差。為進一步提高珩磨生產率,珩磨工藝朝著強力珩磨、自動控制尺寸的自動珩磨、電解珩磨和超聲珩磨等方向發展。珩磨機油石工作壓力對珩磨切削性能影響很大,直接影響切削效率、珩磨油石磨損量和工件精度與粗糙度。當珩磨工作壓力大時,珩磨切削量和珩磨油石磨損量都大,加工精度和表面粗糙度也差。珩磨工作壓力小時,切削量和珩磨油石磨損量都小,加工精度和表面粗糙度則好