


更新時間:2025-01-15 21:03:33 瀏覽次數:3 公司名稱:聊城 宏達友源金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 3-7天 |
| 供貨總量 | 98899898 |
| 運費說明 | 電議 |
| 最小起訂 | 100米 |
| 是否廠家 | 是 |
| 發貨城市 | 山東 聊城 |
| 產品產地 | 山東 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產品顏色 | 黑 綠 紅 橘 黃等 |
| 適用領域 | 道路 公路 橋梁 景觀等 |
| 產地 | 山東 |
| 品牌 | 宏達友源 |
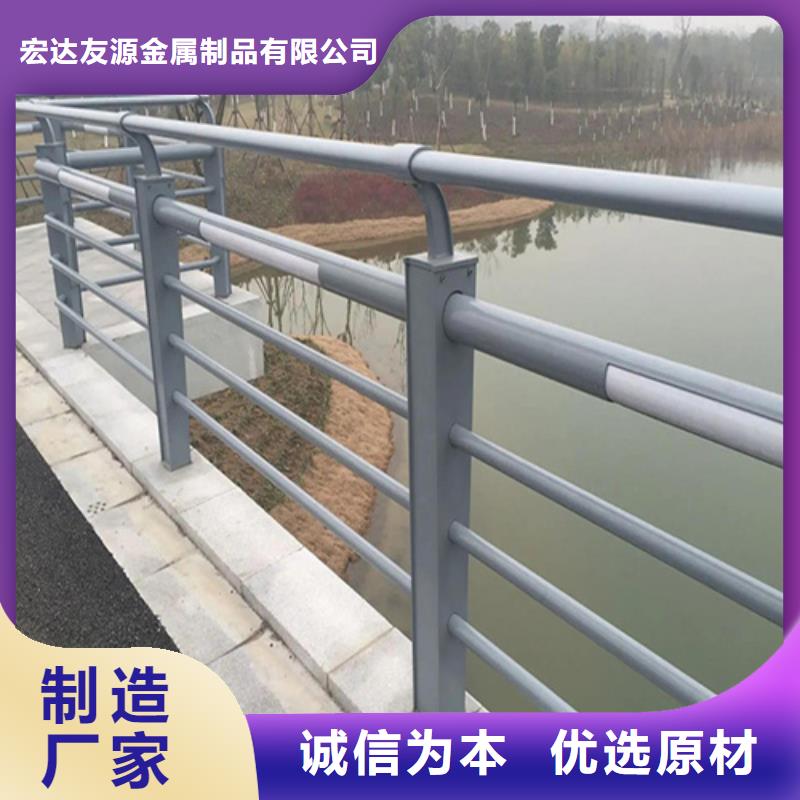






昌都橋梁防撞護欄支架施工要點 1、防撞護欄高程測量,以護欄頂面高程控制; 2、誘導縫(假縫)拆模后彈線切割,深度5mm。護欄的變形縫與誘導縫應充分考慮與模板接縫統一 3、護欄頂面進行壓光處理; 4、混凝土分層澆筑,曲面處應加強振搗,減少氣泡發生; 5、選用的脫模劑,混凝土顏色均勻、表面光滑; 6、安裝模板時注意預埋件及伸縮縫安裝槽口的預留;安裝外側模板使用輪式懸臂小門架,并做好臨時固定; 7、混凝十養生采用一布一塑不間斷滴灌養生。昌都 橋梁防撞護欄的組成:橋梁護欄的分離功能:橋梁可通過橋梁護欄將機動車、非機動車和行人交通分開,并將路段上 的道路垂直分開,從而將機動車,非機動車和行人分開,提高道路交通,改善交通秩序。橋梁防撞護欄的陰擋功 能:橋梁可阻擋不良交通行為和行人或自行車或機動車試圖通過橋梁護欄橫穿道路。要求橋梁護欄具有一定高度、一 定密度(指立桿)和一定強度。橋梁防撞護欄的警示功能:橋梁設有橋梁防撞護欄,使橋梁防撞護欄上的輪廓簡潔牛 動,提醒司機注意護欄的存在,注意行人和非機動車,以防止交通事故。橋梁防撞護欄的美化功能:橋梁通過不同材 質、不同形式、不同形狀、不同顏色的橋梁防撞護欄,實現與道路環境的和諧協調,從而美化橋梁和環境
<昌都>宏達友源金屬制品有限公司 昌都橋梁防撞護欄變形縫老品牌橋梁防撞護欄的作用是有效的降低搬運設備以及交通工具運輸穿梭帶來的意外撞擊造成設備損壞等情況,另外就是物流搬運設備對自身也起到一定的防護作用。橋梁護欄是道路交通中常見的一種防護設備,橋梁護欄的立柱是通過膨脹螺栓與地面進行固定,通常是安裝在物流通道的兩側,生產設備的周邊,以及建筑墻角或者是門的兩側等地點不銹鋼復合管防撞護欄。橋梁護欄能夠降低碰撞中發生損壞的幾率防撞護欄,并不能夠完全的損失,所以關鍵還在于運輸的過程中要注意做好防撞準備。橋梁護欄的碰撞條件主要包括碰撞車型、車輛質量、碰撞速度、碰撞角度等參數。對于設計速度低于40km/h的次干路、支路及景觀要求高的橋梁段,其橋梁護欄碰撞能量低于70kJ時,可根據情況,在充分考慮橋梁護欄性、經濟性、適用性的基礎上,確定出針對具體路段的碰撞條件參數,并以此為依據設計特殊碰撞條件橋梁護欄,也可直接采用本規范規定的相應等級的橋梁護欄。

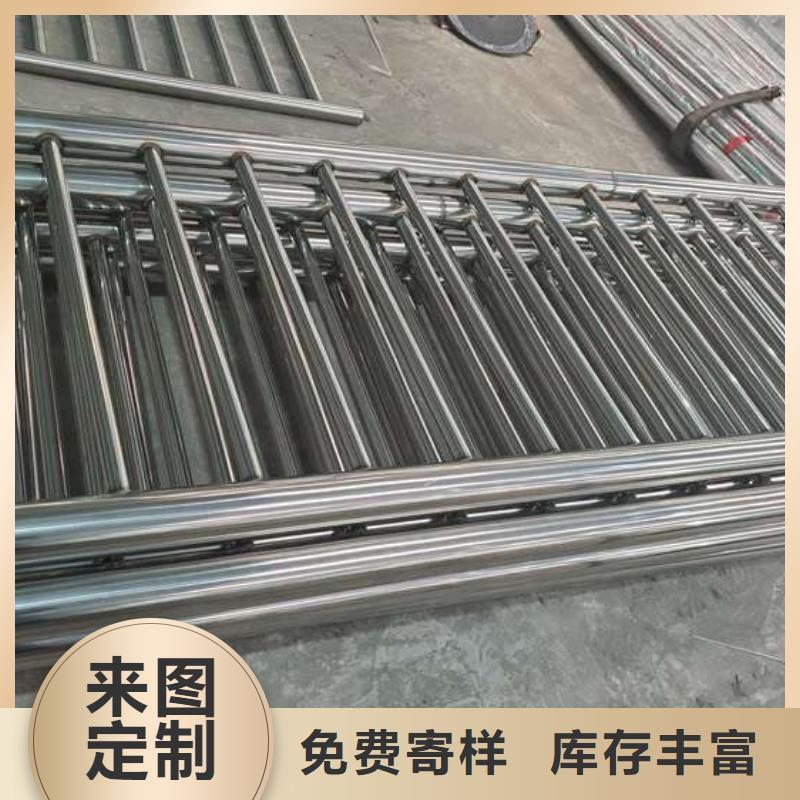
橋梁防撞護欄施工教學 橋梁防撞護欄施工方案1. 電化學拋光其長處是鏡面光澤堅持長技術安穩污染少成本低防腐性好. 其缺陷是防污染性高加工設備一次性出資大雜亂件要工裝輔佐電極大量生產還需求降溫設備. 比較適合批量生產首要應用于商品出口商品其加工技術安穩操作簡單。不銹鋼橋梁欄桿2. 化學拋光.其長處是加工設備出資少雜亂件能拋速度快效率高防腐性好. 其缺陷是光亮度差有氣體溢出需求通風設備加溫艱難. 合適加工小批量雜亂件及小零件光亮度請求不高的商品.3. 機械拋光.不銹鋼樓梯扶手所用的常見的方法。其長處是加工后零件的整平性好光亮度高. 其缺陷是勞動強度大污染嚴峻并且雜亂零件無法加工并且其光澤不能共同光澤堅持時間不長發悶生銹. 比較合適加工簡略件中小商品. 對普通不銹鋼扶手而言,機械輔佐,手藝打磨拋光即可。1.所有構件下料準確,構件長度允許偏差1MM。2.下料前應檢查零件是否平直,否則必須矯直。3.焊條或焊絲應采用合適的材料,并具有出廠合格證。4.焊接時必須準確放置構件的位置。5.焊接時構件間焊點應牢固,焊縫應飽滿。焊縫表面的焊接波應均勻,不得有咬邊、未焊透、裂紋、夾渣、焊、燒穿、電弧劃傷、弧坑、,焊接區域不得有飛濺。6.焊后應將焊渣剔除。7.構件焊接、組裝后,手持工具應適當打磨、拋光,使外觀光潔。不銹鋼護欄的主要施工方法:1.施工前應進行現場放樣,準確計算各構件長度。2. 根據各種構件的長度,下料長度準確,下料長度允許偏差為1MM。3.選擇合適的焊接工藝、焊條直徑、焊接電流、焊接速度等,并通過焊接工藝試驗進行驗證。4. 脫脂去污處理:焊接前檢查坡口及裝配間隙是否符合要求,定位焊是否牢固,焊縫周圍不得有油污。否則,應使用三氯乙烯、苯、汽油、中性洗滌劑或其他化學品用不銹鋼絲細刷刷洗。如有必要,可在焊接前用角磨機打磨金屬表面。5. 焊接時應選用較薄的不銹鋼焊條(焊絲)和較小的焊接電流。焊接時,構件間焊點應牢固,焊縫飽滿,焊縫金屬表面焊接波應均勻,不得有裂紋、夾渣、焊、燒穿、弧坑、等缺陷,焊接區域不得有飛濺物。6. 桿件焊接裝配后,對無明顯凹痕或較大凸出焊道的焊縫可直接進行打磨。對有凹凸浮渣或大焊道的焊縫,用角磨機打磨,打磨后進行打磨。
 <昌都>宏達友源金屬制品有限公司
<昌都>宏達友源金屬制品有限公司