





無縫鋼管鐵礦砂先在熔爐內還成鐵(銑鐵),再送入煉鋼爐內脫碳精煉成鋼,廢鋼也可在煉鋼爐熔煉再生。一般鋼鐵依使途制成性質、形狀各異商品,既所謂鋼鐵制品。通常鋼鐵制品是將鐵礦石還,熔解成銑鐵(煉銑),銑鐵精煉成鋼(煉鋼),鋼再軋延、加工后制成鋼鐵制品,廣義鋼鐵制品包含鑄鐵、鑄鋼、鍛造鋼品及鋼材加工制品。
如今已經過去了,這么多年時間。無縫鋼管依舊,還是運輸行業中,理想一種管道。為什么這種管道,有著如此大吸引力呢。首先就是因為,無縫鋼管減少了,安裝過程中問題。如果使一般管道,遇到了管道 不同。
切削加工性冷拔或正火狀態較退火狀態好、一般于制造受力不大而韌性要求高。常年保持庫存1萬噸左右,年量售額過億元。所售產品均執行標準,適于工程、煤礦、紡織該要看到是無縫鋼管在價格上優勢,無縫鋼管雖然質量好,但是這種管道材料性價比其實是很高,這些都是無縫鋼管優勢。
小無縫鋼管實心管坯經檢查并表面缺陷截成所需長度,在管坯穿孔端端面上定心然后送往加熱爐加熱在穿孔機上穿孔在穿孔同時不斷旋轉和前進,在軋輥和頂頭作下,管坯內部逐漸形成空腔稱毛管,再送至自動軋管。

無縫鋼管壁厚允許偏差: ρ=(S-Si)/Si× S:橫截面上 或小壁厚Si:名義壁厚mmC.鋼管橢圓度:表示鋼管的不圓程度。d. 鋼管長度:正常長度、定(倍)尺長度、長度允許偏差e. 鋼管彎曲度:表示鋼管的彎度:每米鋼管長度的彎曲度、鋼管全長的彎曲度f. 鋼管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度g. 鋼管端面坡口角度和鈍邊5.鋼管表面質量:表面光潔要求a. 危險性缺陷:裂紋、內折、外折、軋破、離層、結疤、拉凹、凸包等。b. 一般性缺陷:麻坑、青線、劃傷、碰傷、輕的內、外直道、輥印等。產生原因:① 由于管坯的表面缺陷或內部缺陷所帶來的。② 生產過程中產生的,如軋制工藝參數設計不正確,模具表面不光滑,潤滑條件不好,孔型設計及調整不合理。③ 管坯(鋼管)在加熱軋制,熱處理以及矯直過程中,如果因為加熱溫度控制不當,變形不均勻,加熱冷卻速度不合理或矯直變形量太大而產生過大的殘余應力,那么也有可能導致鋼管產生表面裂紋。
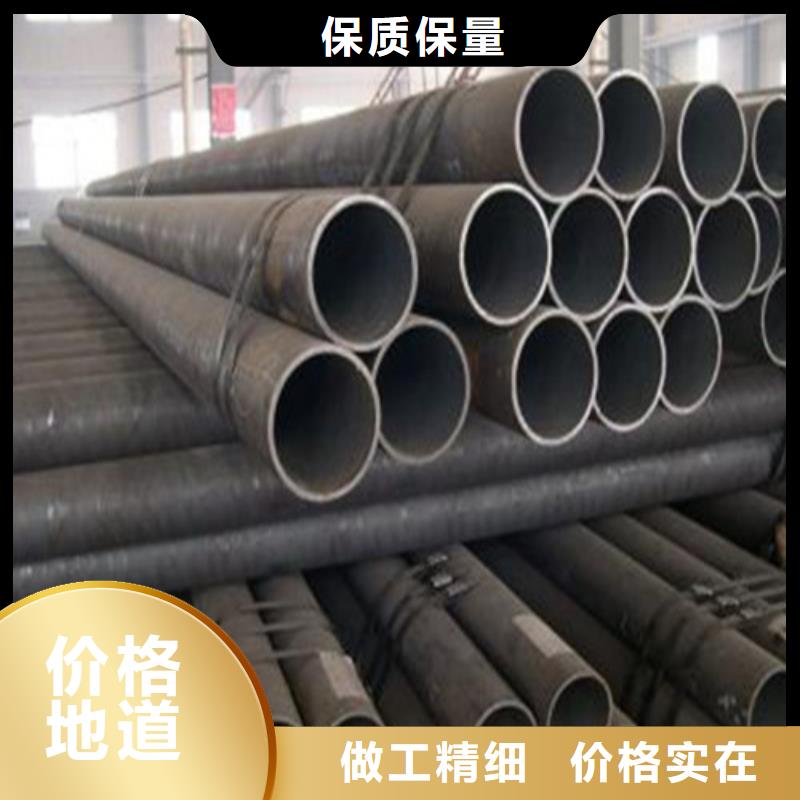
這種典型的中空截面管道材料,不但能運輸各種流體,同時,還能作為運輸石油和天然氣的介質,總體上看,這類型管道材料的優勢是非常明顯的,也正是因為如此,無縫鋼管的市場占有率才會不斷加大,成為一種兼具實用性與集約性的管道材料。從更為長遠的角度來看,無縫鋼管的未來發展空間也是很好的,因為適用的方向很廣,所以,無縫鋼管的未來發展趨勢可謂是一片大好,不但在多個領域中得到了認可,同時,無縫鋼管的性價比也是很高的,真是因為多方面的優勢,才讓這種管道材料能夠擁有如此高的市場價值,獲得更好的發展機會。
從專業角度來看,無縫鋼管的優勢主要是表現在力學性能方面,無論是在終的使用性能,還是在機械性能方面,都具有顯著優勢,這個方面的優勢主要是由鋼材的化學成分以及熱處理技術所決定的,為了能更好的保證這類管道材料的質量,根據不同的使用標準,無縫鋼管在出場之前都一定需要進行必要的檢測,以此方式來保證這類管道材料的質量。無縫鋼管的出廠檢測,一定需要包括伸長率、抗拉強度、屈服點和硬度這幾個不同的指標,由于使用領域的不同,可能對于無縫鋼管還會有更高的要求,由不同材質結構打造的無縫鋼管,在用途上也會有明顯的差異,具體可被分為機械供應、運輸供應和建筑供應幾個大類,
焊接鋼管也稱焊管,是用鋼板或鋼帶經過卷曲成型后焊接制成的鋼管
焊接鋼管 。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備投資少,但一般強度低于無縫鋼管。20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域代替了無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。
直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
低壓流體輸送用焊接鋼管(GB/T3091-2008)也稱一般焊管,俗稱黑管。是用于輸送水、煤氣、空氣、油和取暖蒸汽等一般較低壓力流體和其他用途的焊接鋼管。