更新時間:2025-01-13 15:41:27 瀏覽次數:4 公司名稱:衡水 揚禹水工機械有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 面議/套 |
| 發貨期限 | 面議 |
| 供貨總量 | 12000 |
| 運費說明 | 面議 |
| 最小起訂 | 1 |
| 是否廠家 | 廠家 |
| 產品材質 | 鑄鐵 |
| 發貨城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 揚禹 |
| 主體材質 | 鑄鐵 |
| 密封形式 | 硬密封型 |
| 連接形式 | 手電啟閉機 |
| 用途 | 止水 |




| 產品參數 | |
|---|---|
| 產品價格 | 面議/套 |
| 發貨期限 | 面議 |
| 供貨總量 | 12000 |
| 運費說明 | 面議 |
| 最小起訂 | 1 |
| 是否廠家 | 廠家 |
| 產品材質 | 鑄鐵 |
| 發貨城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 揚禹 |
| 主體材質 | 鑄鐵 |
| 密封形式 | 硬密封型 |
| 連接形式 | 手電啟閉機 |
| 用途 | 止水 |



鑄鐵閘門防腐處理質量檢查
鋼閘門防腐處理的每道工序完成后,必須進行嚴格的質量檢查,合格后方可進行下一道工序的施工,檢查標準為設計要求或規范規定。
4.1表面處理(噴砂)
一般噴砂處理后,表面清潔度達到Sa2.5級,可用對比照片檢查;表面粗糙度數值達到40-70μm,用專用量具或樣塊檢測。
涂層遍數與厚度
一般噴鋅、噴防銹漆、噴面漆均分兩遍完成,噴鋅 遍完成總量的70-80%,第二遍完成20-30%,噴漆兩遍各完成總量的一半。每遍噴涂應有一定重疊量,兩遍噴涂噴束應垂直交叉覆蓋。
3.6邊角位置及拼接焊縫處的噴涂
為保證閘門邊角位置的噴涂質量,在每層噴涂之前應先將這些位置噴涂兩遍,然后對閘門噴涂。
閘門拼接位置必須在施工現場或安裝就位后進行焊接,所以應在焊縫處各側50mm范圍內涂裝焊接時不對焊縫質量產生不良影響的車間底漆,以免坡口生銹。焊接后,對焊縫區進行二次除銹與噴涂。

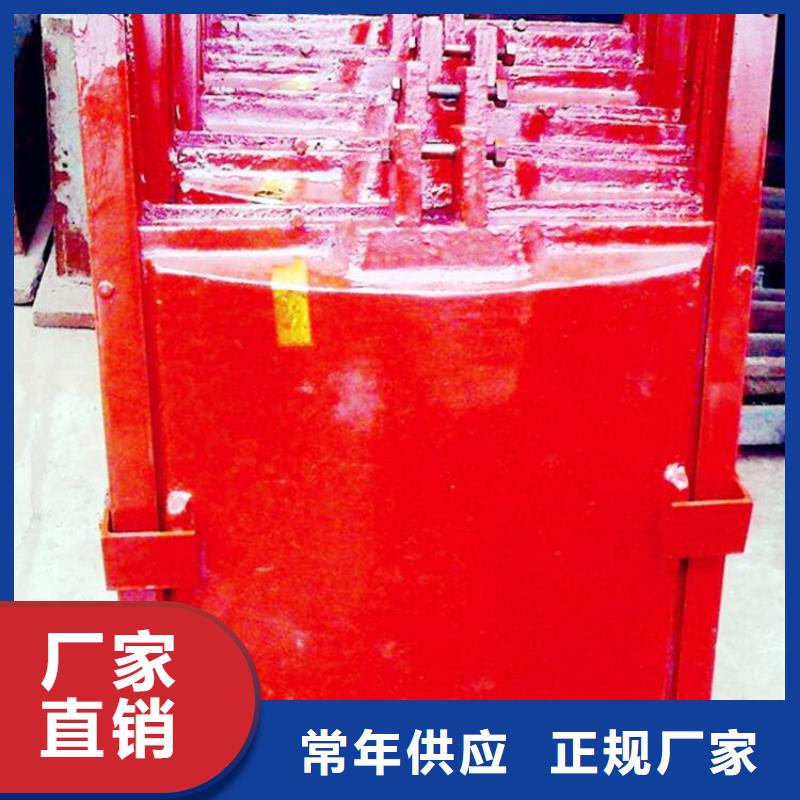
鑄鐵閘門是中小型平板閘門,廣泛用于取水運輸,市政建設,給排水,農田灌溉等工程。通常將其設置在通道和涵洞的入口處,以調節工作閘門的流量并控制水位,或在維護閘門的封閉孔處堵住水。因此我們在一些取水、供水工程的輸水管道上一般都會添加設置鑄鐵閘門,以用于根據需求調節控制流量,一般在泵站的進水口和一些隧道、涵管、倒虹管等位置的進、出水口處都設置有檢修閘門,此舉是為檢修水工建筑物和泵組設備提供便利條件。在水庫溢流壩或者溢洪道上一般設置有泄洪專用鑄鐵閘門,用于控制水庫的水位和控制洪水泄往下游的流量,大限度地發揮水庫的功能效益,為人民大眾的生命財產上上一把鎖。閘門就是用于關閉和開放泄(放)水通道的控制設施,是水利保護設備的重要組成部分,可用以擋洪,控制水位、調節流量、排放泥沙和飄浮物等作用。在水利項目中,閘門是水工建筑物的重要組成部分,它可以根據需要,來封閉建筑物的孔口,也可控制孔口的開啟與局部調節,用于調節水位與流量,從而獲得防洪、灌溉、供水、發電、通航、過木過筏等我們需求的效益。還可用于排除漂浮物、泥沙、冰塊等作用,也可以為相關建筑物和設備的檢修提供必要條件,增加保障,鑄鐵閘門通常建造在取水輸水建筑物的進、出水口,通過閘門靈活可靠地啟閉來控制我們對水利的需求,從而達成我們需要的完善條件。鑄鐵閘門通常是由活動部分(俗稱門葉)、埋固部分和啟閉機械3部分組成。一、門葉包含:承重結構、行走支承、支臂、支鉸、止水裝置、吊耳等。二、埋固部分包括:軌道、鉸座、止水座、護角等。三、啟閉機械:常用啟閉機有質輕常用的電動、手搖式啟閉機,與大型卷揚式啟閉機。新河縣德邁水利機械廠是一家主要從事鑄鐵閘門、鋼制閘門、玻璃鋼閘門、螺桿啟閉機、卷揚啟閉機、清污機、攔污柵等水利設備的設計、技術開發、銷售、制造、安裝的現代化規模型水利工程機械生產企業,我廠產品結構合理,性能可靠,品種齊全,經水利質量檢驗部門檢測,各項技術指標均達到行業標準。
鑄鐵閘門是以鑄鐵為原料制作的,具有耐腐蝕、止水密封好、安裝簡單、使用壽命長等優點。有單、雙向止水,止水采用精加工后自身或鑲銅、不銹鋼等方式止水。結構形式有ZFZ方型鑄鐵閘門、ZPS雙向止水鑄鐵閘門、ZHZ弧形鑄鐵閘門等。鑄鐵閘門噴砂用氣操作壓力小,少于0.5MPa,配備6m3/Sr空氣壓縮機,采用流動式空氣壓縮機時,其排氣量為6m3/s,額定壓力為0.8MPa,功率為37kw。噴砂處理所用的壓縮空氣必須經過冷卻裝置及油水分離器處理,以保證壓縮空氣的干燥、無油,油水分離器必須定期清理。噴砂時噴嘴尺寸為6~8mm,在使用過程中,由于磨損,孔口直徑增大了25%時宜更換噴嘴。經噴砂處理并檢驗合格的金屬表面,在運輸或防腐施工前應保持干凈,避免沾染上水或油污雜質。并且不能直接用手接觸金屬表面,以防止局部返銹,已沾染上油污的金屬表面必須用相應的有機溶劑進行處理。以噴槍中的壓縮空氣為原動力,在驅動裝置推動下,鋅絲通過噴嘴,在氧一乙炔焰的加熱下,成為熔融體。借壓縮空氣使之霧化成微粒并噴射到工件上,形成熱噴涂鋅保護層。
鑄鐵閘門防腐處理質量檢查
鋼閘門防腐處理的每道工序完成后,必須進行嚴格的質量檢查,合格后方可進行下一道工序的施工,檢查標準為設計要求或規范規定。
4.1表面處理(噴砂)
一般噴砂處理后,表面清潔度達到Sa2.5級,可用對比照片檢查;表面粗糙度數值達到40-70μm,用專用量具或樣塊檢測。
4.2噴鋅
外觀質量目測檢查,鍍層表面應均勻無雜物、起皮、鼓泡、孔洞、凹凸不平、粗顆粒、掉塊及裂紋等缺陷。
鍍層附著力用劃網絡格法檢查,具體操作按規范(DL/T5018-94)執行。鍍層厚度一般為120-250μm,用磁性測厚儀測定,測點合格率不得低于85%。