



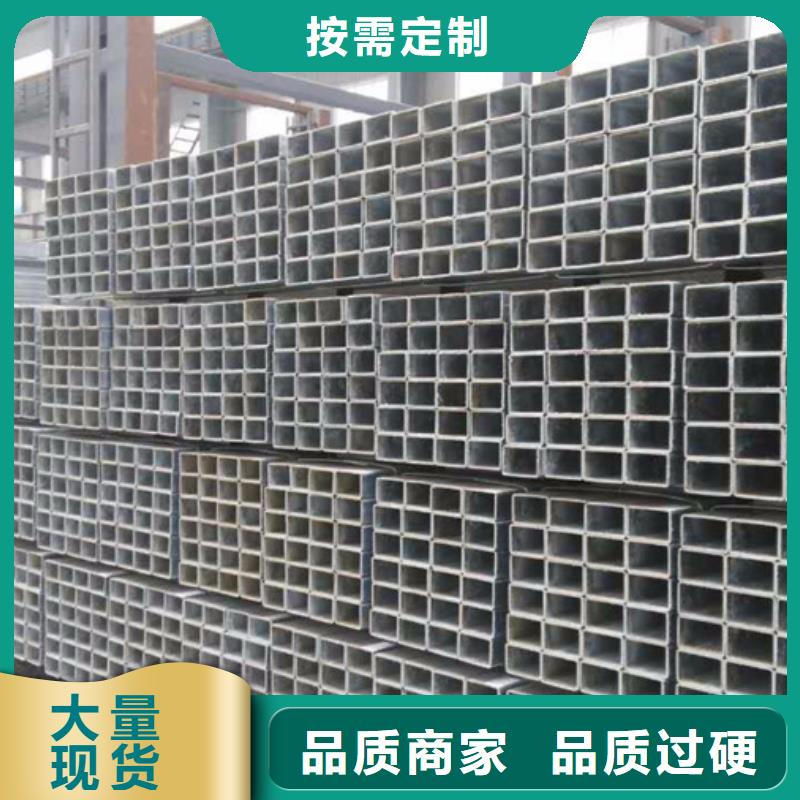
太原Q355B鍍鋅方管規格表放心購買33704 <太原>神悅鋼材有限公司
華爾鋼熱鍍鋅管物理變形規范,由于工程項目的需要,鍍鋅無縫管對電焊的焊接質量要求很高。先從外焊入手,可以保證鍍鋅無縫管電焊的熔透性和鍍鋅無縫管焊接的美觀和水平。以及鍍鋅無縫管焊接的直線直線度。鍍鋅無縫管兩側自動埋弧焊機在鍍鋅無縫管領域稱為內焊。鍍鋅無縫管的內焊是鍍鋅無縫管電焊的重中之重。原因在于它不僅電焊難度高,而且對焊接的要求也很高。鍍鋅無縫管焊接的探傷水平可以看這里。鍍鋅無縫管工作時,電流大,穿透深,不方便人眼觀察。經驗豐富的內部組長可以從鍍鋅無縫管工業電視上調整焊接電焊軌,在內焊時從外焊點的網絡熱點調整內焊速度。 太原熱鍍鋅管焊接前,主要是對鍍鋅無縫管進行加熱,控溫30分鐘后開始焊接。 焊接加熱、固層溫度和熱處理過程由熱處理過程溫控柜自動控制,采用遠紅外履帶式熱處理爐片,全自動設置曲線和描述曲線,熱電阻測溫。 加熱時熱阻測量點之間的距離為距焊縫邊界15mm-20mm。為了更好地防止鍍鋅無縫管焊接變形,每根立柱接頭由兩人對稱焊接,焊接方向由中間向兩側焊接。

由于太原鍍鋅管焊接熱影響區是優發鍍鋅管的焊接周圍受到焊接熱循環作用后形成的獨特的熱處理工藝區,其性能不同于優發鍍鋅管,其特點在于:材料本身和加工工藝標準。影響其結構和性能的關鍵冶金工業和加工工藝因素有:被焊金屬材料的特性和鋁合金系統軟件,這也是決定焊接熱影響區特性的根本因素。各種原材料。結構轉型和性能轉型,首先取決于優發鍍鋅管自身在不同采暖散熱條件下的物理冶金工業特性。 例如,對于在加熱和冷卻過程中不發生變化的金屬材料和鋁合金,焊接熱影響區就比較簡單。相反,用熱電材料焊接很復雜。優發鍍鋅管焊前的初始狀態 焊前原材料的初始狀態也會影響焊接熱影響區的結構轉變和性能轉變。例如,如果原材料在焊前處于冷作硬化或熱處理工藝強化狀態,當焊后熱影響區發生退水時,會在焊后產生熱處理硬化區。焊接后的熱影響區。 太原鍍鋅焊管焊接工藝方法及主要技術參數。如前所述,焊接熱影響區是由焊接的熱效應引起的,因此它與熱原特性和焊接時要使用的焊接工藝的主要參數密切相關。它們影響著有發鍍鋅管在焊接過程中的溫度分布和熱力循環圖的特性,并直接影響到焊接熱影響區獨特熱處理工藝的各種主要參數,如升溫速率、高溫停留時間和 冷卻。這也是在科學研究焊接熱影響區的機理和性能轉變以及焊接工藝的制定中必須考慮的難題。
受原材料影響,市場價格波動較大。 太原鍍鋅方管廠分析指出,海外礦業巨頭的新增產量遠非中國市場能夠消化的。 加之我國需求增速有所回落,所以后期在越來越多的鐵礦石供需過剩的嚴峻壓力下,尤其是礦業巨頭排擠中小礦企業后, 相互之間的價格競爭也會對鐵礦石市場形成很大的負面壓力,礦價下行壓力依然存在。 在需求釋放暫時沒有好轉的情況下,看空心理較強,更多選擇降低出貨價格。 預計今日太原鍍鋅管主流趨勢將繼續下行調整。 三個月以來 ,市場對經濟前景充滿擔憂。 上半年增長指標仍落后于地方政府年初制定的增長目標,部分省份甚至遠遠落后。 受經濟下行的影響,的需求增長也將放緩。 從季節上看,應該是收獲季節,也是鋼市歷史上傳統的消費旺季; 由于氣候適宜,戶外工程、工業制造等主流鋼鐵行業將進入 生產期。 理論上,可以積極有效地刺激鋼材需求的集中釋放。