您的位置>首頁(yè) >茂名當(dāng)?shù)禺a(chǎn)品News >
友發(fā)熱鍍鋅管代理商玻璃幕墻項(xiàng)目
更新時(shí)間: 2025-01-27 09:50:28 瀏覽次數(shù):1
以下是:友發(fā)熱鍍鋅管代理商玻璃幕墻項(xiàng)目的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 4360 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 1000 |
|---|
| 運(yùn)費(fèi)說明 | 物流 |
|---|
| 最小起訂 | 1噸 |
|---|
| 質(zhì)量等級(jí) | 一級(jí) |
|---|
| 是否廠家 | 否 |
|---|
| 產(chǎn)品材質(zhì) | Q235B Q355B |
|---|
| 產(chǎn)品品牌 | 友發(fā) |
|---|
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
|---|
| 發(fā)貨城市 | 天津 |
|---|
| 產(chǎn)品產(chǎn)地 | 天津 |
|---|
| 加工定制 | 是 |
|---|
| 產(chǎn)品型號(hào) | 型號(hào)齊全 |
|---|
| 可售賣地 | 全國(guó) |
|---|
| 產(chǎn)品重量 | 過磅 |
|---|
| 產(chǎn)品顏色 | 鍍鋅 |
|---|
| 質(zhì)保時(shí)間 | 一年 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領(lǐng)域 | 建筑、機(jī)械、煤礦、化工、電力、鐵道車輛、汽車工業(yè)、公路、橋梁、集裝箱、體育設(shè)施、農(nóng)業(yè)機(jī)械、石油機(jī)械、探礦機(jī)械、大棚建設(shè)等 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 質(zhì)量認(rèn)證 | 認(rèn)證 |
|---|
| 產(chǎn)品功率 | 550 |
|---|
| 工作溫度 | 450 |
|---|
| 鍍鋅管銷售類型 | 現(xiàn)貨銷售 |
|---|
| 鍍鋅類型 | 熱鍍鋅 |
|---|
| 鍍鋅管優(yōu)勢(shì) | 耐腐蝕 |
|---|
以下是:友發(fā)熱鍍鋅管代理商玻璃幕墻項(xiàng)目的圖文視頻
導(dǎo)讀 友發(fā)熱鍍鋅管代理商玻璃幕墻項(xiàng)目,鑫豪管業(yè)有限公司專業(yè)從事友發(fā)熱鍍鋅管代理商玻璃幕墻項(xiàng)目,聯(lián)系人:于經(jīng)理,電話:15522329158、15522329158,QQ:648126397,發(fā)貨地:天津靜海大邱莊鎮(zhèn)發(fā)貨到廣東省 茂名市 茂南區(qū)、茂港區(qū)、電白區(qū)、高州市、化州市、信宜市,以下是友發(fā)熱鍍鋅管代理商玻璃幕墻項(xiàng)目的詳細(xì)頁(yè)面。 廣東省,茂名市 茂名市,別稱南方油城,廣東省轄地級(jí)市。地處中國(guó)南海之濱,廣東省西南部,背靠祖國(guó)大西南,背山面海,地勢(shì)北高南低,由東北向西南傾斜。全市行政區(qū)域土地總面積11427.63平方千米,下轄2個(gè)市轄區(qū),代管3個(gè)縣級(jí)市。截至2022年末,茂名市常住人口623.82萬(wàn)人。
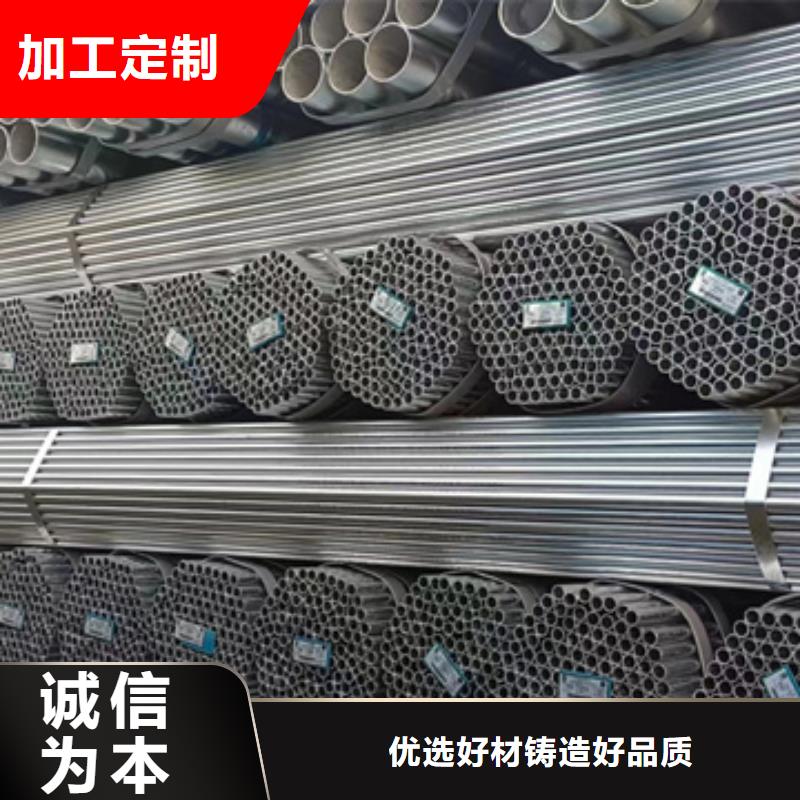
熱鍍鋅管代理商玻璃幕墻項(xiàng)目")
熱鍍鋅管代理商玻璃幕墻項(xiàng)目")
茂名鍍鋅管廣泛應(yīng)用于水、天然氣、石油、化工、醫(yī)藥、通信、電力、海洋等工程領(lǐng)域。
很多客戶通過我們的網(wǎng)站來(lái)電話咨詢鍍鋅管焊接的注意事項(xiàng)那么今天物資小編就來(lái)講解下鍍鋅管焊接的注意事項(xiàng)。
焊接前必須拋光焊縫
焊接位置的鍍鋅層必須打磨掉,否則會(huì)出現(xiàn)氣泡、砂眼、假焊等。會(huì)發(fā)生。它還會(huì)使焊縫變脆并降低剛性。
鍍鋅鋼焊接特性分析
一般來(lái)說,鍍鋅鋼在低碳鋼外面涂有一層鋅,鍍鋅層一般為20um厚。鋅的熔點(diǎn)為419℃,沸點(diǎn)約為908℃。在焊接中,鋅熔化成液體,漂浮在熔池表面或焊縫根部。鋅在鐵中有很大的固體溶解度。液態(tài)鋅將沿著晶界腐蝕焊接金屬,低熔點(diǎn)鋅將形成“液態(tài)金屬脆化”。
同時(shí),鋅和鐵會(huì)在金屬間形成脆性化合物。這些脆性相會(huì)降低焊接金屬的塑性,并在拉伸應(yīng)力下導(dǎo)致裂紋。
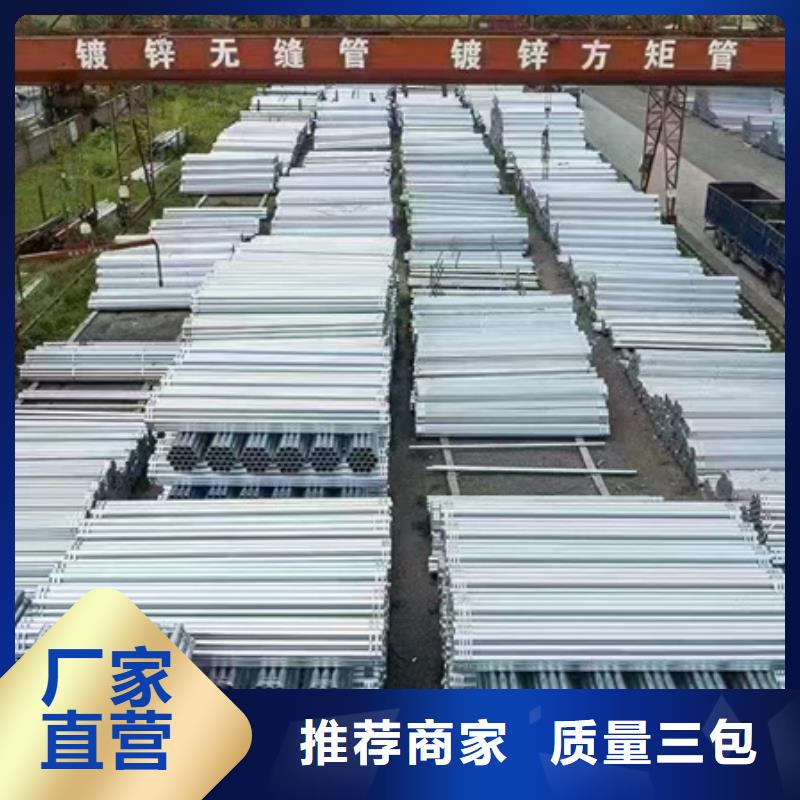
熱鍍鋅管代理商玻璃幕墻項(xiàng)目")
熱鍍鋅管代理商玻璃幕墻項(xiàng)目")
總結(jié) 今年在廣東省茂名市購(gòu)買友發(fā)熱鍍鋅管代理商玻璃幕墻項(xiàng)目有了新選擇,鑫豪管業(yè)有限公司始終堅(jiān)守以用戶為中心的服務(wù)理念,將品質(zhì)作為發(fā)展的基石。廠家直銷,確保為您提供價(jià)格實(shí)惠且品質(zhì)卓越的友發(fā)熱鍍鋅管代理商玻璃幕墻項(xiàng)目產(chǎn)品。如需購(gòu)買或咨詢,請(qǐng)隨時(shí)聯(lián)系我們,聯(lián)系人:于經(jīng)理-15522329158,QQ:648126397,地址:靜海大邱莊鎮(zhèn)。