



93889<朔州>神悅鋼材有限公司
基地")
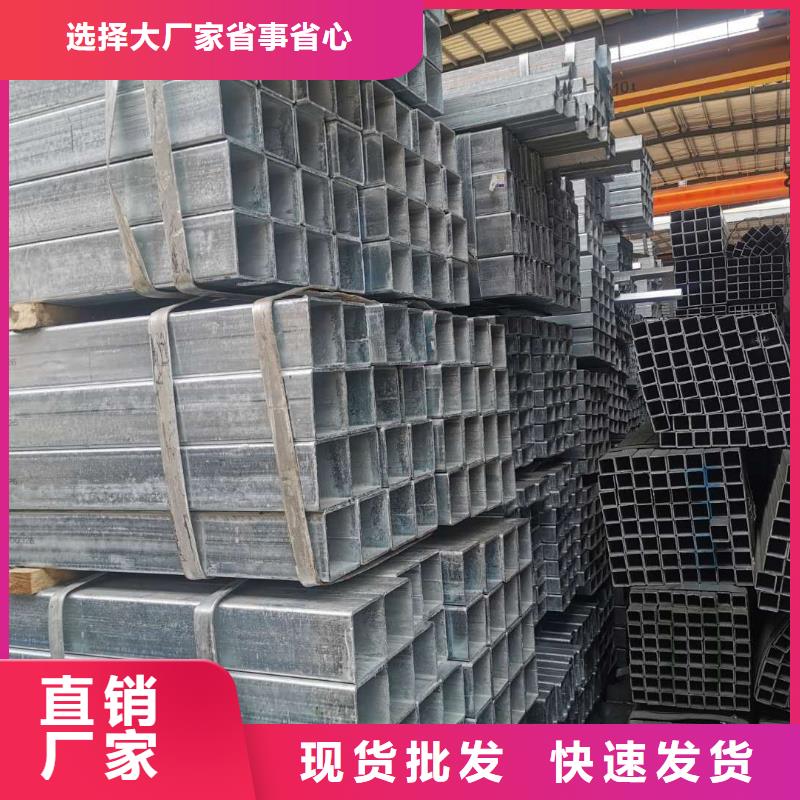
同樣,這種類型的液壓系統(tǒng)經(jīng)常出現(xiàn)在來回速度相同但驅(qū)動(dòng)力不大的區(qū)域,例如數(shù)控磨床控制臺(tái)。 朔州鍍鋅管冷處理前,應(yīng)在沸水中煮沸30秒,可降低15%左右的熱應(yīng)力。 冷處理可按傳統(tǒng)方法進(jìn)行。 選擇負(fù)60度,然后在負(fù)120度進(jìn)行制氫是基本方案。 固溶溫度越低,精密鍍鋅方管越高,會(huì)導(dǎo)致殘余馬氏體轉(zhuǎn)變?yōu)閵W氏體,但不太可能完全改變,經(jīng)過試驗(yàn)可以發(fā)現(xiàn),大部分都是2左右的殘余 %,那么此時(shí)必須保留殘余馬氏體,可以起到緩存作用。 據(jù)了解,的高品質(zhì)主要體現(xiàn)在規(guī)格精度和表面光潔度的高低上。 即使經(jīng)過調(diào)質(zhì)處理,朔州鍍鋅方管表面也不會(huì)有空氣氧化膜,冷拔也不會(huì)變形,因此可以進(jìn)行更復(fù)雜的加工制造方案,這些都是的優(yōu)點(diǎn) 管道。 在強(qiáng)大的外力作用下,的抗塑性變形和抗斷裂工作能力得到了一定程度的提高。 的描述表明,過渡膜中抗腐蝕性較弱的部分由于自激反應(yīng)會(huì)產(chǎn)生點(diǎn)腐蝕反應(yīng),產(chǎn)生的小孔會(huì)與靠近的地方形成強(qiáng)腐蝕性水溶液。加快蝕刻速度。
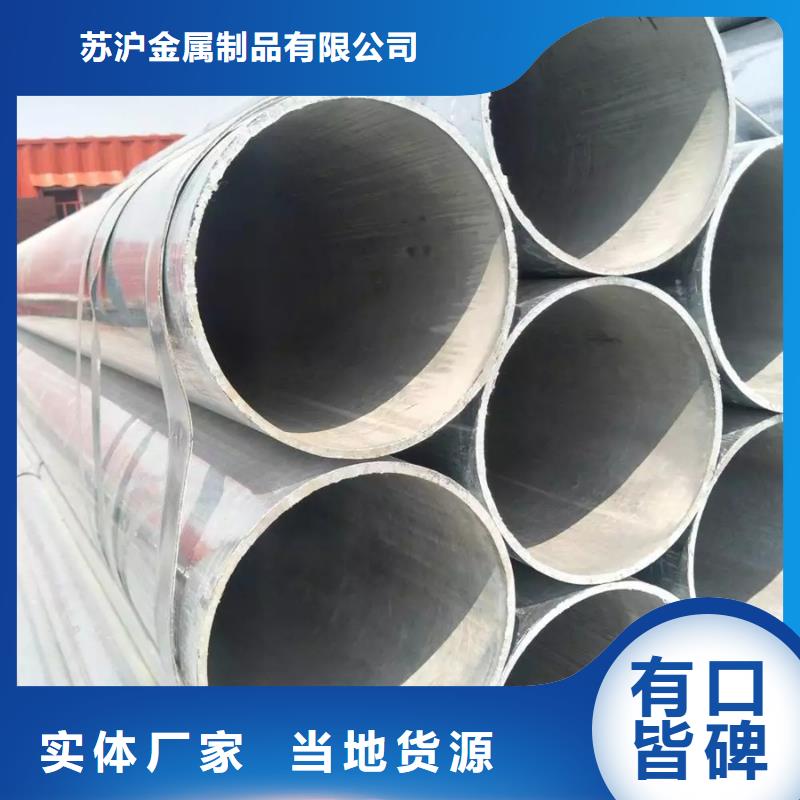
朔州鍍鋅管高韌性鍍鋅無縫鋼管不允許用陽(yáng)極除油; 在熱處理過程中,嚴(yán)格控制乙醇和丙烷氣體的滴加量; 在電鍍過程中,堿性鍍液或高電流的鍍液中透氫量較少。在使用氫擴(kuò)散率低、氫溶解度低的鍍層時(shí),一般認(rèn)為在Cr、Zn、Cd、Ni、Sn、Pb的電鍍過程中,滲入鑄鐵的氫很容易殘留,而 Cu、Mo、Al、Ag、Au、W等鍍鋅無縫鋼管鍍層的氫擴(kuò)散率低,氫溶解度低,滲氫少。在滿足產(chǎn)品技術(shù)標(biāo)準(zhǔn)的情況下,可選擇不易滲氫的涂層,如機(jī)械設(shè)備熱鍍鋅或無鉻鋅鋁涂層,不易滲 引起堿脆,具有較高的耐腐蝕性,附著力好,比電鍍工藝更環(huán)保。 電鍍?cè)粦?yīng)力和電鍍后脫氫,以堿脆的隱患。 朔州熱浸鋅管在熱處理、焊接等工序后內(nèi)部殘余地應(yīng)力很大,則應(yīng)在電鍍前進(jìn)行淬火處理以解決問題。 淬火去除原位應(yīng)力實(shí)際上可以降低零件的內(nèi)應(yīng)力。 減少了捕集器的總數(shù),從而減輕了堿脆的隱患。 涂層的厚度是可控的,因?yàn)橥繉痈采w在標(biāo)準(zhǔn)件的表面,涂層在一定程度上具有氫氣向外擴(kuò)散的天然屏障作用,會(huì)阻擋氫氣向外擴(kuò)散到工件表面。 在標(biāo)準(zhǔn)部分之外。 當(dāng)鍍層厚度超過2.5μm時(shí),氫氣很難擴(kuò)散出標(biāo)準(zhǔn)件。 因此,對(duì)于強(qiáng)度<32HRC的標(biāo)準(zhǔn)件,涂層厚度可規(guī)定為12μm; 對(duì)于強(qiáng)度≥32HRC的高強(qiáng)度螺栓,涂層厚度應(yīng)控制在8μmmax。
基地")
當(dāng)我們購(gòu)買時(shí),我們更關(guān)注它的質(zhì)量。朔州鍍鋅管一般的方法是可能性和觀察,但這種方法對(duì)極少數(shù)客戶有效,但對(duì)很多客戶來說費(fèi)時(shí)費(fèi)力,質(zhì)量可能無法準(zhǔn)確區(qū)分。對(duì)于此類問題,建議在采購(gòu)的小范圍內(nèi)進(jìn)行大量的檢驗(yàn),然后以下是技術(shù)專業(yè)技術(shù)專業(yè)如何進(jìn)行質(zhì)量檢驗(yàn)的。 粗糙面層的產(chǎn)品質(zhì)量檢驗(yàn)可以在集成自然光源下進(jìn)行,距離可以為45±5cm。拋光焊接鋼管表面產(chǎn)品的質(zhì)量檢驗(yàn)應(yīng)按照拋光表面質(zhì)量檢驗(yàn)標(biāo)準(zhǔn)進(jìn)行。焊接鋼管化學(xué)成分分析委托外部檢驗(yàn)機(jī)構(gòu)進(jìn)行檢驗(yàn)。 根據(jù)產(chǎn)品質(zhì)量檢驗(yàn)規(guī)定,對(duì)進(jìn)行表面質(zhì)量的簡(jiǎn)單隨機(jī)抽樣檢測(cè)。使用差動(dòng)千分尺對(duì)稱且地測(cè)量三個(gè)焊接鋼管直徑,通過低值和小值之間的差值表示。