
<白銀>云海旭金屬材料有限公司
選白銀鋼筋連接套筒")
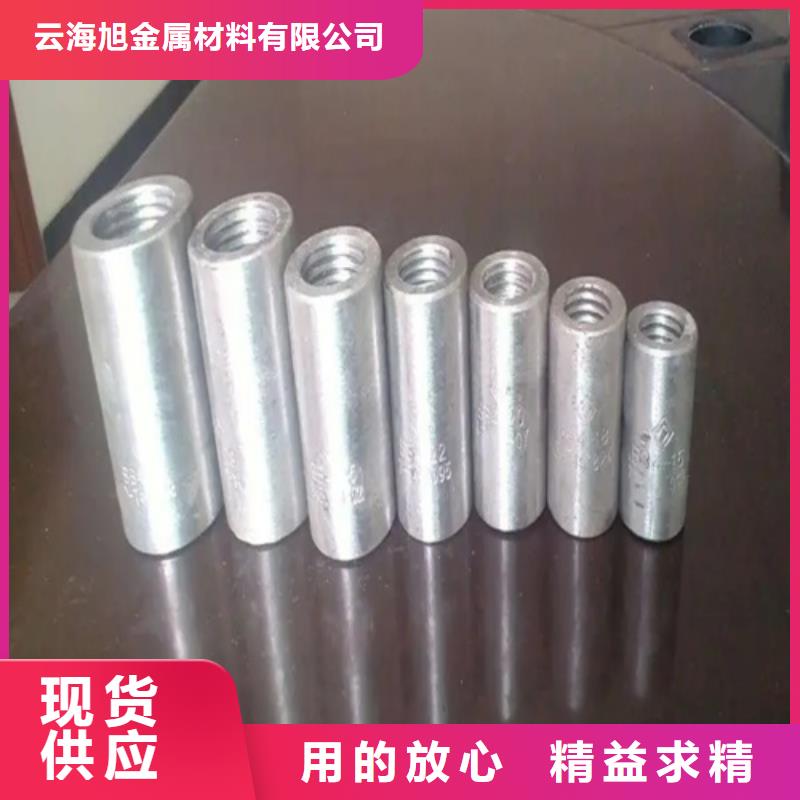
鋼筋套筒端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣采用砂輪切割機(jī)或其他專用切斷設(shè)備,嚴(yán)禁氣割。2、剝肋滾壓螺紋:使用鋼筋剝肋滾壓直螺紋機(jī)將待連接鋼筋的端頭加工成螺紋。3、絲頭質(zhì)量檢驗(yàn):操作者對(duì)加工的絲頭進(jìn)行的質(zhì)量檢驗(yàn)。4、帶帽保護(hù):用專用的鋼筋絲頭保護(hù)帽或連接套筒將鋼筋絲頭進(jìn)行保護(hù),防止螺紋被磕碰或被污物污染。5、絲頭質(zhì)量抽檢:對(duì)自檢合格的絲頭進(jìn)行的抽樣檢驗(yàn)。6、存放待用:按規(guī)格型號(hào)及類型進(jìn)行分類碼放.
一個(gè)十分顯著的劣勢(shì),那就是一般的鋼管,對(duì)于使用的環(huán)境,有著一定的要求。比如說在一些鍋爐、以及焚燒室當(dāng)中,都需求管道體系,將燃料運(yùn)送進(jìn)去。而在這些地方,由于燃料的焚燒,溫度會(huì)十分的高。即使鋼管本身,熔點(diǎn)就比較的高,也有或許無法,適應(yīng)如此高的溫度。一旦使用環(huán)境中的溫度,簡(jiǎn)直達(dá)到了,管道所接受的極限,那管道的使用功能,就會(huì)大幅度的下降。鋼筋連接套筒的作用應(yīng)用性很強(qiáng)的。鋼筋套筒工藝操作要點(diǎn)和質(zhì)量要求:1)鋼筋螺紋加工:①加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經(jīng)配套的量規(guī)檢查合格。②加工鋼筋螺紋時(shí),應(yīng)采用水溶性切削潤滑液;當(dāng)溫度低于0℃時(shí),應(yīng)摻入15%—20%亞硝酸鈉,不得用機(jī)油做潤滑液或不加潤滑液套絲。③操作人員應(yīng)逐個(gè)檢查鋼筋絲頭的外觀質(zhì)量并做出操作者標(biāo)記。④經(jīng)自檢合格的鋼筋絲頭,應(yīng)對(duì)每種規(guī)格加工量隨機(jī)抽檢10%,且不少于10個(gè),如有一個(gè)不合格,即對(duì)該加工批全數(shù)檢查,不合格絲頭應(yīng)重加工,經(jīng)再次檢驗(yàn)合格后可使用。⑤已檢驗(yàn)合格的絲頭,應(yīng)加以保護(hù)戴上保護(hù)帽,并按規(guī)格分類整齊待用。
選白銀鋼筋連接套筒")
機(jī)械防松塞直接限制相對(duì)轉(zhuǎn)動(dòng)螺絲對(duì)。如使用開尾銷,墊圈鏈?zhǔn)骄€等。由于塞子沒有預(yù)緊螺母松動(dòng)回落鎖定制動(dòng)位置塞子工作,因此,鋼筋套筒這種做法不實(shí)際的鎖定,以防止丟失。是用止動(dòng)件直接限制螺紋副的相對(duì)轉(zhuǎn)動(dòng)。如采用開口銷、串連鋼絲和止動(dòng)墊圈等。由于止動(dòng)件沒有預(yù)緊力,螺母松退到止動(dòng)位置時(shí)防松止動(dòng)件才能起作用,因此,這種方式實(shí)際上不防松而是防落。鋼筋連接套筒的現(xiàn)場(chǎng)檢驗(yàn)按驗(yàn)收批進(jìn)行即每一樓層在相同的施工條件下采用同批材料的同等級(jí)、同型式、同規(guī)格接頭、以500個(gè)為一個(gè)驗(yàn)收批進(jìn)行檢驗(yàn)和驗(yàn)收不足500個(gè)時(shí)也作為一個(gè)驗(yàn)收批每一驗(yàn)收批必須在工程結(jié)構(gòu)中隨機(jī)截取3個(gè)接頭試件作抗拉強(qiáng)度試驗(yàn)按設(shè)計(jì)要求的接頭等級(jí)進(jìn)行評(píng)定.
選白銀鋼筋連接套筒")
選白銀鋼筋連接套筒")
選白銀鋼筋連接套筒")