
更新時間:2025-01-26 05:30:05 瀏覽次數:7 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 36000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 物流/專車 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 加工定制 | 是 |
| 產品型號 | RLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3500kg |
| 產品顏色 | 可定制 |
| 品牌 | 河南建貿 |
| 型號 | RLJ-3000 |
| 加工范圍 | 400-3000 |
| 安裝尺寸 | 16M*5M |
| 整機質量 | 3500KG |
| 名稱 | 鋼筋籠繞筋機 |
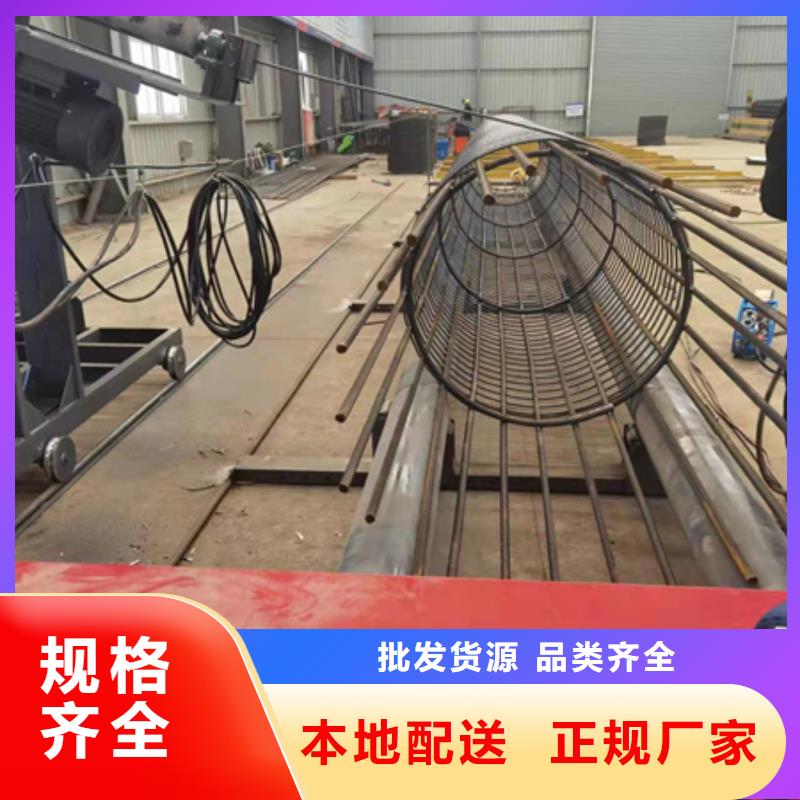




鋼筋籠纏繞筋機平時的維護和保養工作:一、全自動數控鋼筋籠繞筋機在使用前要檢查,看各線路連接是否正常、各螺栓螺母是否松動、工作臺和全自動數控鋼筋籠繞筋機是否保持水平等,同時在加工之前,機器空轉幾分鐘,方可把鋼筋需彎的一頭插在轉盤固定備有的間隙內。二、每日檢查滾焊機各運動部件的潤滑,尤其是變徑滑板,電極導桿和變徑絲杠,必須每日潤滑。三、新型工地鋼筋籠纏繞筋機打破了傳統彎曲機點動操作模式,增加了控制電壓及制動電機電路,實現鋼筋彎曲自動化,提高了操作的性和彎曲角度定位的準確性,工作效率極高。工作參數:鋼筋籠直徑范圍 60-3m鋼筋籠長度 標準30M,根據客戶需求定做纏繞筋直徑 6.0 ~ 12.0mm 設備占地面積 15~35m(長) × 7m(寬) ×2m(高)設備重量 標準約3500KG河南建貿機械設備有限公司本著“以質量求生存、以信譽求發展、以服務求永恒”的企業宗旨,秉承“競爭、創新、合作、共贏”的企業理念,誠摯地為廣大客戶提供高質量的產品及滿意的服務,歡迎新老客戶前來洽談,合作共贏。河南省建貿機械設備有限公司是一家集鋼筋加工設備、型材冷加工彎曲設備、噴漿支護設備和預應力設備研發、制造、銷售于一體的專業化生產企業,主要產品有:數控鋼筋籠繞筋機、鋼筋籠滾焊機、數控鋼筋網排焊機、鋼筋鋸床、數控鋼筋彎曲中心、數控彎箍機、八字筋成型機、聯合沖剪機、鐓粗機、彎曲機、切斷機、調直機、自動上料噴漿車、液壓噴濕機、注漿機、液壓劈裂機、智能壓漿、智能張拉機等。經過幾年的發展,在行業領域已處領先地位。產品遍布全國各地,高質量的產品和完善的技術服務于高速鐵路、高速公路、礦山、水電等基礎建設領域。歡迎咨隨時咨詢選購。
 該設備是鋼筋進行自動化高彎曲的加工設備,整體性設計,確保人員。廣泛用于高速公路建設、高鐵建設、城際鐵路建設、地鐵輕軌建設等建設中,鋼筋加工了大力的推廣與普遍應用。使用性能等同于美國、德國、意大利等國的同期水平,和優于上述同類設備。
該設備是鋼筋進行自動化高彎曲的加工設備,整體性設計,確保人員。廣泛用于高速公路建設、高鐵建設、城際鐵路建設、地鐵輕軌建設等建設中,鋼筋加工了大力的推廣與普遍應用。使用性能等同于美國、德國、意大利等國的同期水平,和優于上述同類設備。

3、對于高硬度以及低合金鋼筋來說,需要按照機械銘牌所規定的限制直徑,并且對芯軸進行相應的調換。4、彎曲鋼筋的作業半徑之內,與機身沒有設置固定的一側,不允許站人,已經彎曲好的半成品應當堆放整齊,彎鉤禁止向上。5、轉盤換向不得在機器尚未停穩的時候進行。以上就是鋼筋籠繞絲機在使用過程中需要禁止的一些事項,鋼筋彎箍機操作完成之后都要對現場進行清理,對機械進行必要的保養,注意要斷電鎖箱。鋼筋籠滾焊機設備有哪些?繞筋機鋼筋籠滾焊機設備介紹:按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等1、搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的搭接量與點焊相同。搭接滾焊通常用的雙面[1]滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因限制滾盤從兩面接近工件時,可以采用單面滾焊。
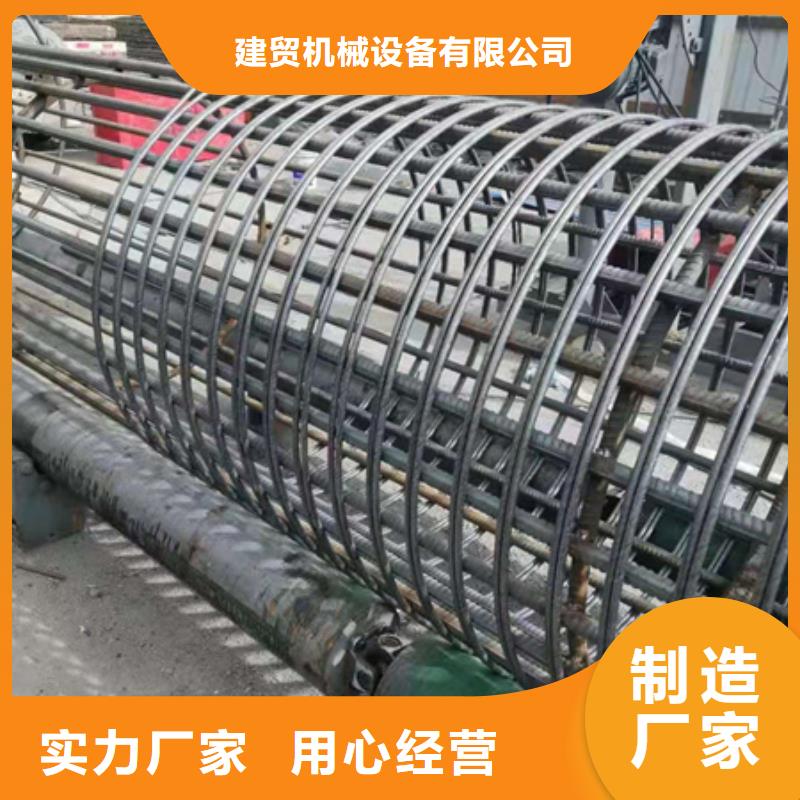
桂林鋼筋籠纏筋機圖片-廠家 jmc
<桂林>建貿機械設備有限公司
jmc
<桂林>建貿機械設備有限公司
在各類建筑施工工程中,鋼筋加工是一個尤其重要的環節,在橋梁施工中,鋼筋籠的加工是基礎建設的重要環節。在過去傳統的各類建筑施工工程中,鋼筋籠一般都是采用手工軋制或手工焊接的方式,除了效率低下之外,主要的缺點是制作的鋼筋籠質量極其差,設備尺寸不規范,影響到工程建設工期的延長及質量不合格,鋼筋籠成型機選擇就很重要。由于采用的是機械化作業,主筋、纏繞筋的間距均勻,精度高,盤筋與主筋纏繞緊密;先成型后加內箍筋,鋼筋籠直徑一致,可確保鋼筋籠同心度。產品質量完全達到規范要求。加工成本大大降低,完成同樣任務量時,機械制作可節省人力3/4。繞筋機鋼筋籠成型機可以根據現場的場地大小、需加工的分節鋼筋籠的長度組合布置鋼筋籠成型機,解決了同類產品場地大小必須滿足鋼筋籠成型機要求的現象;方便運輸、拆裝簡單:整套鋼筋籠成型機采用模塊化設計理念,非常適合工地方式的流動性大、經常搬遷的特點。鋼筋滾籠機雖然在日常時不常見,但是在工程中可是一把好手。在現如今市場上已經是很廣泛的,而且鋼筋滾籠機也可以工程的效率。在工程中必不可少。

鋼筋籠繞筋機制作鋼筋籠介紹;鋼筋骨架做好平行機器輥筒上邊,盤圓放進盤圓架通過調直,把箍筋焊接在骨架上,然后同時運轉,骨架原地轉動,行走拉著盤圓送絲。一次均勻纏繞在骨架上。鋼筋籠繞筋機備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于膠輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動鐵輥,抬第二根主筋焊接。此時按選定生產工藝確定方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向,應注意多根主筋焊好后有可能出現偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架、小車直行,纏繞筋拉動圓盤自行轉動。調速;按繞筋間距要求的10倍在車輪下方做記號,數鋼筋籠轉10圈整,測量小車行走距離,變頻調速至接近該數值為宜,并記住變頻調定值備用。也可直接在鋼筋籠上測量與要求的間距值。在主機速度確認不變后,根據變頻器初始參數0-50均分并計算,可以快時間調到所需數值。確認的一個或幾個數值記錄備用。場地足夠時可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過放線器進行繞筋工作,也可以用調直機配合使用。鐵輥帶動鋼筋籠轉動,按圖紙設計間距,配合小車纏繞箍筋成型。


