
產(chǎn)品詳細(xì)介紹
衡水鋼板廠 <衡水>金帝鋼管
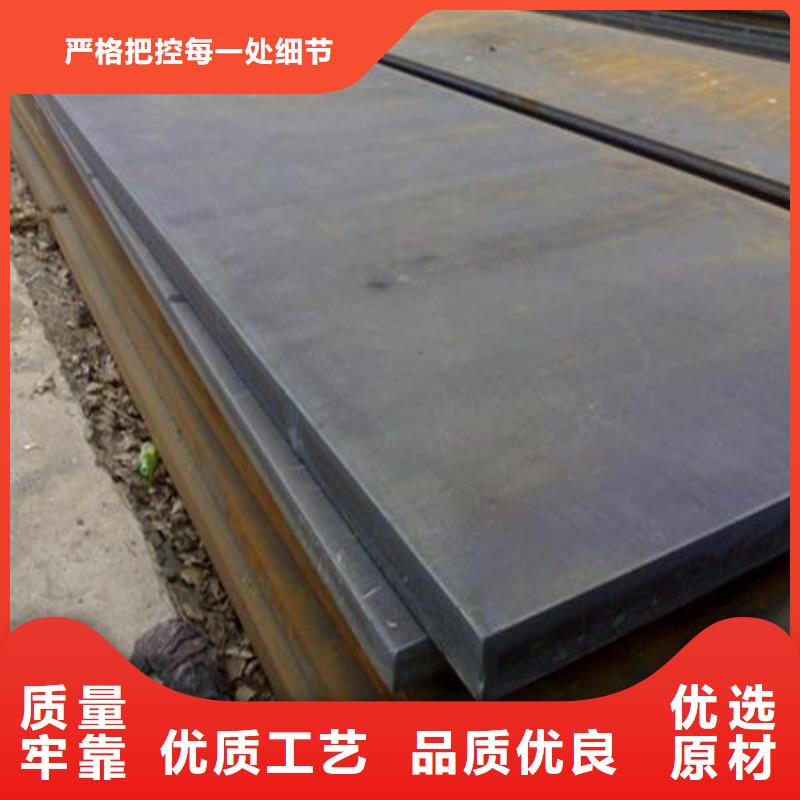
。鋼板是平板狀,矩形的,可直接軋制或由寬鋼帶剪切而成。鋼板按厚度分,薄鋼板4毫米(薄0.2毫米),厚鋼板4~60毫米,特厚鋼板60~115毫米。鋼板按軋制分,分熱軋的和冷軋的。薄板的寬度為500~1500毫米;厚的寬度為600~3000毫米。薄板按鋼種分,有普通鋼、優(yōu)質(zhì)鋼、合金鋼、彈簧鋼、不銹鋼、工具鋼、耐熱鋼、軸承鋼、硅鋼和工業(yè)純鐵薄板等;按專業(yè)用途分,有油桶用板、搪瓷用板、防彈用板等;按表面涂鍍層分,有鍍鋅薄板、鍍錫薄板、鍍鉛薄板、塑料復(fù)合鋼板等。厚鋼板的鋼種大體上和薄鋼板相同。在品各方面,除了橋梁鋼板、鍋爐鋼板、汽車制造鋼板、壓力容器鋼板和多層高壓容器鋼板等品種純屬厚板外,有些品種的鋼板如汽車大梁鋼板(厚2.5~10毫米)、花紋鋼板(厚2.5~8毫米)、不銹鋼板、耐熱鋼板等品種是同薄板交叉的。低合金結(jié)構(gòu)鋼(亦稱普通低合金鋼、HSLA)


在厚鋼板切割中,溫度是從上表面向下遞減的。切割開始時(shí),氧氣壓力逐漸增加,在鋼板厚度方向達(dá)到一致。這就造成在切割起始位置鋼板厚度方向燃燒不一致,工件切割起始端產(chǎn)生缺陷。為避免缺陷的產(chǎn)生可采用以下方法: 1、采用圓弧進(jìn)刀增加引入線長(zhǎng)度,避免直接切入點(diǎn)。此方法使用效果較好,生產(chǎn)中得到較為廣泛的使用,其缺點(diǎn)是浪費(fèi)材料。 2、采用引燃棒。該方法就是在切入點(diǎn)處緊貼鋼板厚度增加一塊鋼板,貼緊處不應(yīng)有縫隙,割刀應(yīng)從引燃棒上切入,引燃棒將引導(dǎo)割矩火焰至鋼板底部,使鋼板上下燃燒 速度達(dá)到一致,得到切割段面。引燃棒可采用切割下來(lái)的邊角料代替。此種方法減少了工件與板邊的距離,減少了邊角余料的產(chǎn)生,有效地提高了板材利用率。 引燃棒在切割特厚鋼板中較為實(shí)用。

今天,小編來(lái)給大家講解下火焰切割的細(xì)節(jié),如何做好特厚鋼板的切割? 一定要做好以下幾點(diǎn): 1.檢查工作場(chǎng)地是否符合要求,割炬、氧氣瓶、乙炔瓶(或乙炔發(fā)生器及回火防止器)橡膠管、壓力表等是否正常,將氣割設(shè)備按操作規(guī)程連接好。 2.切割前,首先將工件墊平,工件下面留出一定的間隙,以利于氧化鐵渣的吹除。切割時(shí),為了防止操作者被飛濺的氧化鐵渣燒傷,必要時(shí)可加擋板遮擋。 3.檢查風(fēng)線,方法是點(diǎn)燃火焰并將預(yù)熱火焰調(diào)整適當(dāng)。然后打開切割氧氣閥門,觀察切割氧流(即風(fēng)線)形狀,風(fēng)線應(yīng)為筆直、清晰的圓柱體并有適當(dāng)?shù)拈L(zhǎng)度。這樣才能使工件切口表面光滑干凈,寬窄一致。如果風(fēng)線不規(guī)則,應(yīng)關(guān)閉所有的閥門,用通針或其他工具修整割嘴的內(nèi)表面,使之光滑。 4.將氧氣調(diào)節(jié)到所需的壓力。對(duì)于射吸式割炬,應(yīng)檢查割炬是否有射吸能力。檢查的方法是首先拔下乙炔進(jìn)氣軟管并彎折起來(lái),再打開乙炔閥門和預(yù)熱氧閥門。這時(shí),將手指放在割炬的乙炔過氣管接頭上,如果手指感到有抽力并能吸附在乙炔進(jìn)氣管接頭上,說明割炬有射吸能力,可以使用;反之,說明割炬不正常,不能使用,應(yīng)檢查修理。 相信大家如果按照小編的注意點(diǎn),一定會(huì)完成特厚鋼板的完美切割!
 衡水鋼板廠
衡水鋼板廠

