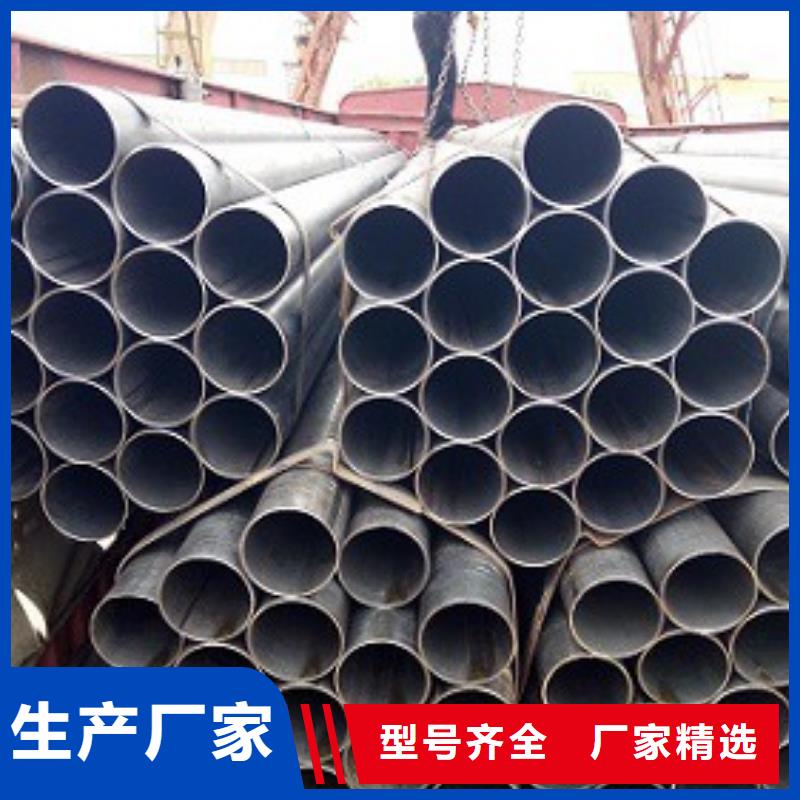

焊管鍍鋅鋼管用心做品質的詳細視頻已經上傳,從產品的外觀到內在,從功能到性能,視頻將為您呈現一個真實、的產品形象。
以下是:焊管鍍鋅鋼管用心做品質的圖文介紹


鍋爐管和不銹鋼管等,國內應用也很普遍。但是,它的主要缺點是爍刺高,對于小直徑鋼瞥內毛刺無法,影響了使用范圍的擴大。近年來,國外對高頻燁接設備和焊接工藝進行了改進,使內焊刺高度<0.3mm,焊縫質已達到直流燁水平。因此,新型的商頻感應燁接工藝已在小直徑精密早普的生產中應用。在日本、西歐、澳大利亞等地區新建的小直徑焊管機組全部采用了新型高頻感應焊。例如,日本東藝公司于1987~1988年新建1條高頻感應焊精密焊管生產線,產品銷售國內外;岡島公司新建了高頻精密焊管生產線,產品出口到我國,松下電器公司的方波焊管生產線已決定改造為高頻感庾邶,意大利已建成了新型的高頻感應焊接精密管生產線。由此可見,新型高頻夠應焊接小直徑精密舉管的工藝E在被國外廣泛采用。



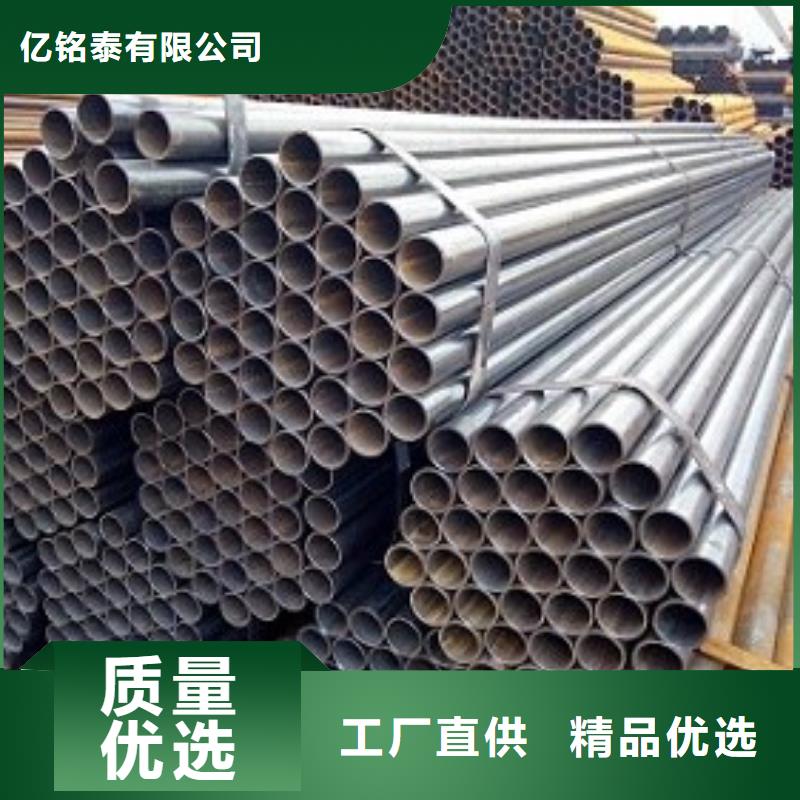
億銘泰
有限公司是專業研發 江西贛州鍍鋅圓管。本公司座落于大邱莊,竭誠為五湖四海的朋友提供優質的服務,用貨真價實的優質產品和積j i負責的服務,以及商業道德文明鑄就品牌建設之路。
公司堅持科技創新,追求的質量方針,狠抓品牌建設,精細選材,禁止為了迎合低價位競爭而偷工減料,更禁止一味追求利潤而欺騙消費者,產品生產流程嚴格把關,憑借先進的現代化生產設備,不斷提高生產工藝水平。
公司擁有一支專業的隊伍,形成了一支有知識、有活力朝氣蓬勃的團隊。自成立以來,公司團隊不斷的努力,誠信、負責、積j i、創新,塑造了良好的品牌信譽和客戶的好評。


現階段采用的酸洗工藝除去不銹鋼表面厚氧化皮,使用溫度高,酸洗時間長,導致加工成本居高不下;而常溫除氧化皮工藝對除去薄氧化皮效果好,對厚氧化皮效果不理想,特別是焊接處黑渣基本上除不掉。針對這種情況,筆者在總結不銹鋼前處理成功經驗的基礎上,采用兩步酸洗綜合處理技術,研究成功了不銹鋼常溫快速酸洗工藝。該工藝常溫下能快速去除不銹鋼表面厚氧化皮,特別是對焊接處黑皮及夾雜物去除效果好,酸洗處理后表面潔凈光亮,不易失光褪色,不泛黃。
工藝不銹鋼件上掛→化學除油(常規堿性化學除油或表面活性劑除油) →熱水洗→流水洗→ 步酸洗→流水洗→第二步酸洗→流水洗→轉入下道工序(如:化學著色→回收→流水洗→硬化處理→流水洗→封閉處理→流水洗→干燥→成品)
步
酸洗工藝
步酸洗的主要目的是除去焊接處和焊縫的黑皮和夾雜物及部分氧化皮,經優化篩選,確定的工藝規范如下:
鹽酸300 mL/L
磷酸60 mL/L
雙氧水120 mL/L
穩定劑80 mL/L
表面活性劑2 mL/L
θ室溫
t 1~2 min第二步酸洗工藝 步酸洗處理后不能完全除盡氧化膜,表面附著一層灰色膜,光澤較差,必須經過第二步酸洗,除去表面灰色膜,使其達到近似鏡面光亮,經優化篩選實驗驗證,采用如下工藝規范:



冷拔加工鋼管正是發生了加工硬化。冷拔時金屬發生塑性變形,晶體內部有多個滑移系啟動,位錯運動彼此攔截,許多位錯被釘扎住,造成位錯塞積,同時位錯源停止動作。上述一系列過程導致了位錯的可動性降低,晶體中的位錯密度顯著增加。當塑性變形進一步發生,應力增加并足以使釘扎的位錯開始運動,螺位錯交滑移,刃位錯不能交滑移,這樣發生位錯交截,使不動階數增加。所以,通過冷拔加工金屬內部位錯密度增加,位錯可動性降低,既難于產生位錯又難于移動位錯,因而金屬材料硬度、強度提高。這就是冷拔加工的金屬學原理力學原理冷拔時鋼管在力的作用下通過一定形狀、尺寸的模具,發生塑性變形。目前,在生產中的拔制方法大致可分成3種:縮徑拔管、減外壁拔管和減內壁拔管,冷拔時,鋼管在拉拔力、正壓力和摩擦力的作用下,發生相應的變形,大都經過縮徑、減壁和定徑3個階段,而且變形區內部產生相應的應力,其中軸向為拉應力,徑向和周向為壓應力,拔管過程中金屬處于一向拉和兩向壓應力狀態,這是冷拔管變形過程的基本力學特征。,冷軋鋼管機組是用冷軋、冷拔或冷軋和冷拔相結合的冷加工方法生產管材的整套裝備組合,是對
