以下是:定做22新標準(32.5*49)套筒、優(yōu)質22新標準(32.5*49)套筒廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 1元/個 |
|---|
| 發(fā)貨期限 | 1-7 |
|---|
| 供貨總量 | 50000 |
|---|
| 運費說明 | 電聯(lián) |
|---|
| 質量等級 | A |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 齊全 |
|---|
| 產品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 全國 |
|---|
| 產品產地 | 齊全 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 是否進口 | 否 |
|---|
導讀 定做22新標準(32.5*49)套筒、優(yōu)質22新標準(32.5*49)套筒廠家,云海旭金屬材料有限公司專業(yè)從事定做22新標準(32.5*49)套筒、優(yōu)質22新標準(32.5*49)套筒廠家,聯(lián)系人:馬經理,電話:0527-88266888、0527-88266888,QQ:0527-88266888,發(fā)貨地:經濟開發(fā)區(qū)嶗山路1號發(fā)貨到河南省 新鄉(xiāng)市 紅旗區(qū)、衛(wèi)濱區(qū)、鳳泉區(qū)、牧野區(qū)、獲嘉縣、原陽縣、延津縣、封丘縣、長垣市、衛(wèi)輝市、輝市,以下是定做22新標準(32.5*49)套筒、優(yōu)質22新標準(32.5*49)套筒廠家的詳細頁面。 河南省,新鄉(xiāng)市 新鄉(xiāng)市屬于華北板塊,地處黃河、海河兩大流域,地勢北高南低,北部主要是太行山山地和丘陵崗地,南部為黃河沖積扇平原,平原占新鄉(xiāng)市土地總面積的78%。新中國建國初期新鄉(xiāng)為平原省省會,是豫北地區(qū)重要的中心城市,中原地區(qū)重要的工業(yè)城市、中原經濟區(qū)及中原城市群核心區(qū)城市之一,豫北的經濟、教育、交通中心。2023年,被評為三線城市。新鄉(xiāng)歷史悠久,仰韶文化、龍山文化都有遺址留存,是《詩經》重要發(fā)源地之一,牧野之戰(zhàn)、張良刺秦、陳橋兵變等重大歷史事件都發(fā)生在這里,境內有文保單位20處,5A級景區(qū)1家、4A級景區(qū)10家。
云海旭金屬材料有限公司
新鄉(xiāng)定做22新標準(32.5*49)套筒、優(yōu)質22新標準(32.5*49)套筒廠家
定做22新標準(32.5*49)套筒、優(yōu)質22新標準(32.5*49)套筒廠家")
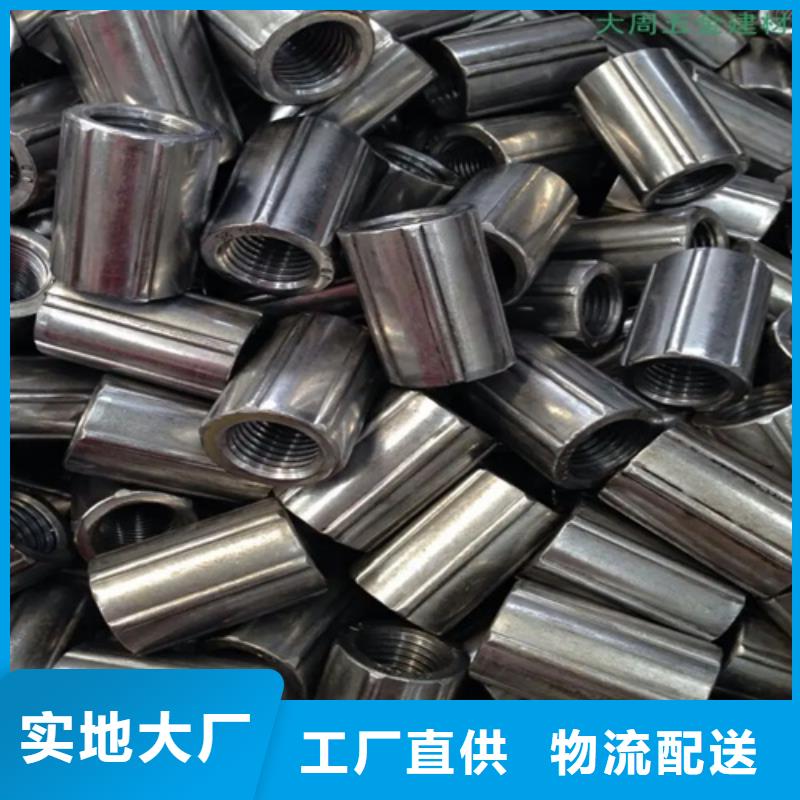
鋼筋套筒直螺紋套筒的連接方法直螺紋套筒的連接方法就是將待連接鋼筋端部的縱肋和橫肋用滾絲機采用切削的方法剝掉一部分,然后直接滾軋成普通直螺紋,用特制的直螺紋套筒連接起來,形成鋼筋的連接。鋼筋剝肋滾壓直螺紋連接技術屬國內外首創(chuàng)技術發(fā)明,達到國際先進水平;剝肋滾壓直螺紋連接技術、便捷、快速的施工方法和節(jié)能降耗、提益、連接質量穩(wěn)定可靠等優(yōu)點得到了廣大施工單位和業(yè)主的青睞,是直螺紋連接技術的一種新型產品。
定做22新標準(32.5*49)套筒、優(yōu)質22新標準(32.5*49)套筒廠家")
鋼筋套筒外觀檢查,連接套筒螺紋牙型應飽滿,連接套筒表面不得有裂紋,表面及內螺紋不得有嚴重的銹蝕及其他肉眼可見的缺陷。尺寸檢查重要尺寸(外徑、長度)及螺紋牙型、精度應經檢驗符合廠家產品設計圖紙要求。內螺紋用專用的螺紋塞規(guī)檢驗,其塞通規(guī)應能順利旋入,塞止規(guī)旋入長度不得超過3P(P為一個螺距長度)。允許偏差:套筒直徑D≤50;外徑允許偏差±0.5;長度允許偏差±0.5。一般試驗項目:抗拉強度。
定做22新標準(32.5*49)套筒、優(yōu)質22新標準(32.5*49)套筒廠家")
定做22新標準(32.5*49)套筒、優(yōu)質22新標準(32.5*49)套筒廠家")
總結 定做22新標準(32.5*49)套筒、優(yōu)質22新標準(32.5*49)套筒廠家_云海旭金屬材料有限公司,固定電話:0527-88266888,移動電話:0527-88266888,聯(lián)系人:馬經理,QQ:0527-88266888,經濟開發(fā)區(qū)嶗山路1號 發(fā)貨到 河南省新鄉(xiāng)市。
16的鋼筋套筒廠家直銷")
16的鋼筋套筒品質保障")
16的鋼筋套筒售后無憂")