


更新時間:2025-01-28 02:58:59 瀏覽次數:11 公司名稱:聊城 鵬瑞管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 88/米 |
| 發貨期限 | 1天內 |
| 供貨總量 | 999999 |
| 運費說明 | 電議最低 |
| 最小起訂 | 1支 |
| 質量等級 | 合格品 |
| 是否廠家 | 廠家 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 鵬瑞 |
| 產品規格 | DN100-2600 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 是 |
| 產品型號 | DN100-2600 |
| 可售賣地 | 全國發貨 |
| 產品重量 | 噸 |
| 產品顏色 | 黑色等 |
| 質保時間 | 1年 |
| 適用領域 | 市政工地供水排水等 |
| 是否進口 | 否 |
| 質量認證 | 國標 |



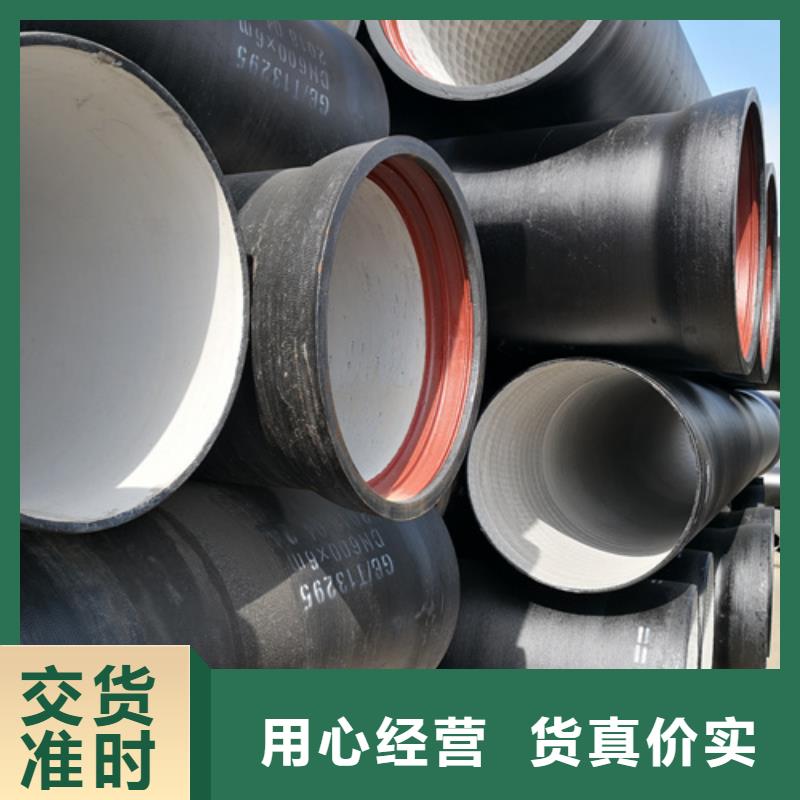

鑄管體系中,球鐵管強度是灰鐵管的 3 倍,延伸率灰鐵管為 0 而球鐵管達到 10%,抗腐蝕性鐵管是灰鐵管 30倍,使用壽命長于灰鐵管,種種性能對比決定了其對灰鐵管的替代性能。傳統的灰鐵管因其材質較脆,強度和韌性較低,采用機械性接口,使用時無法承受較高的內、外載荷,經常不可避免地發生爆、豁、斷、裂等現象,遇到地質條件、外載條件變化時,容易發生管體脆斷、錯位事故,并產生泄漏,現在已基本退出市場。傳統的經濟學理論指出:消費者在進行消費時,一般會受樸素的等值觀念(即價格與產品的價值相等)的影響,產品的品質和價值決定了消費者對消費品的取舍。離心澆注球墨鑄鐵管安裝時注意事項 1、進入管溝時必須戴帽 2、應仔細檢查管溝是否有塌方危險,不是 不要進入溝內 3、在大口徑管上使用矯正千斤頂時,應上下兩人撐握著進行 4、在進行接口操作時,應當盡可能使用棉手套 5、進入已安裝好了接口的管內或為了進行水壓試驗管內深處時,
<湛江>鵬瑞管業有限公司 湛江
鋅層球墨鑄鐵管-
鋅層球墨鑄鐵管按需定制
湛江
鋅層球墨鑄鐵管-
鋅層球墨鑄鐵管按需定制
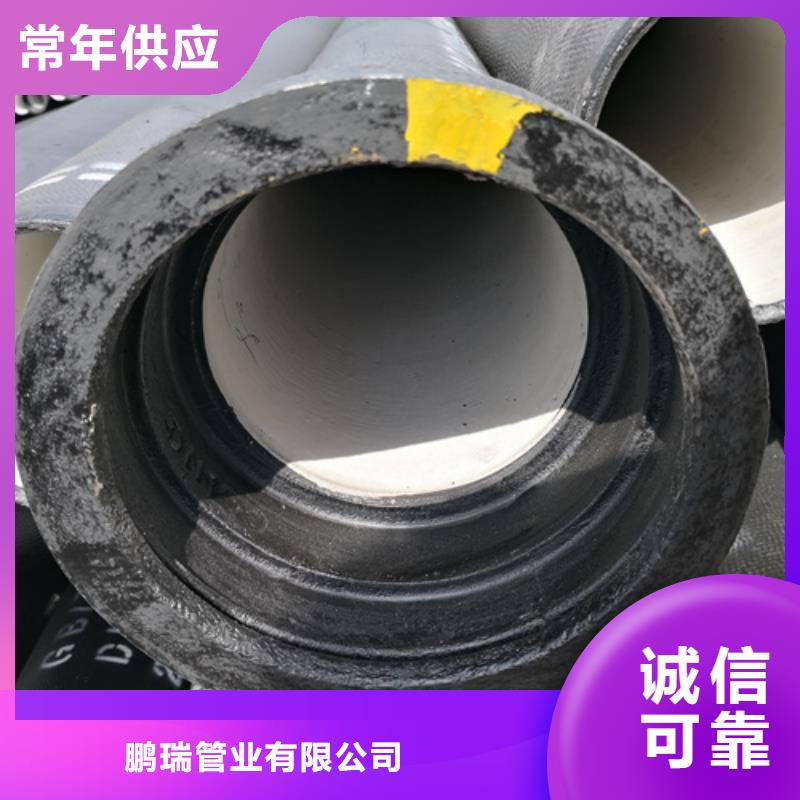
球墨鑄鐵管與其它管材相比,具有較高的抗內力、外壓能力,較好的耐腐蝕性和耐磨性。同時具有施工方便、接口密封性能好,運行系數大等優點。近年來,在鑄鐵材料市場上發展勢頭迅猛。 這種材質生產中較易出現裂紋、重皮、夾渣三種質量問題。裂紋產生與離心澆注過程產生,澆注制度不合理產生;重皮與澆注溫度、澆注轉速有關;夾渣與金屬化學元素含量、扒渣處理有關。 和控制措施是: 1、改進離心設備,有效裂紋 減少鐵液在高溫的停留時間,加強孕育特別是隨流孕育效果。隨流孕育劑加入量控制為鐵液量的0.1-0.25%;確保管模粉分布均勻,控制管模內表面用量為20-30g/m2。控制好水冷金屬型離心機冶煉工藝參數。 離心機要防止流槽振動造成鐵液濺出現象,承口砂芯要安放合適,避免產生毛刺。控制鐵液成分,降低鐵液的含硅量,沖入球化劑后W(Si)應控制在0.8-1.2%為宜。離心機機殼內采用均勻布置圓弧形噴淋冷卻管,且分段設置,并避免各段的冷卻水相互影響。 2、優化工藝參數,減少管身重皮 合理控制澆注溫度和機身冷卻水進出口溫度,縮短兩次澆鑄之間的間隔時間。控制機身冷卻水進口溫度為28-36℃,出口溫度為50-57℃。 在水冷金屬型離心鑄造工藝中,應防止過高的澆鑄轉速,調整適宜的翻包速度和主機走速;確保管模的打點的深度為0.25-0.3mm、直徑為4-5mm、點與點邊緣間距為0.5-0.7mm。 3、控制原料加入,降低夾渣缺陷 為解決降低鐵液中的含硫量,減少硫化物的產生,應控制W(S)<0.02%;適當提高澆鑄溫度,有利于夾渣上浮;球化劑中稀土含量不易過高,稀土含量控制在1-2%為宜;加強鐵液的扒渣和擋渣效果;鐵液中的殘鎂流量不易過高(控制在0.035-0.045%),以減少鐵液表面氧化。 通過采取以上相應措施,球墨鑄鐵管的質量得到明顯改善,裂紋、重皮、夾渣缺陷大為降低,減少了廢品,大幅提高綜合成材率。

 <湛江>鵬瑞管業有限公司
<湛江>鵬瑞管業有限公司
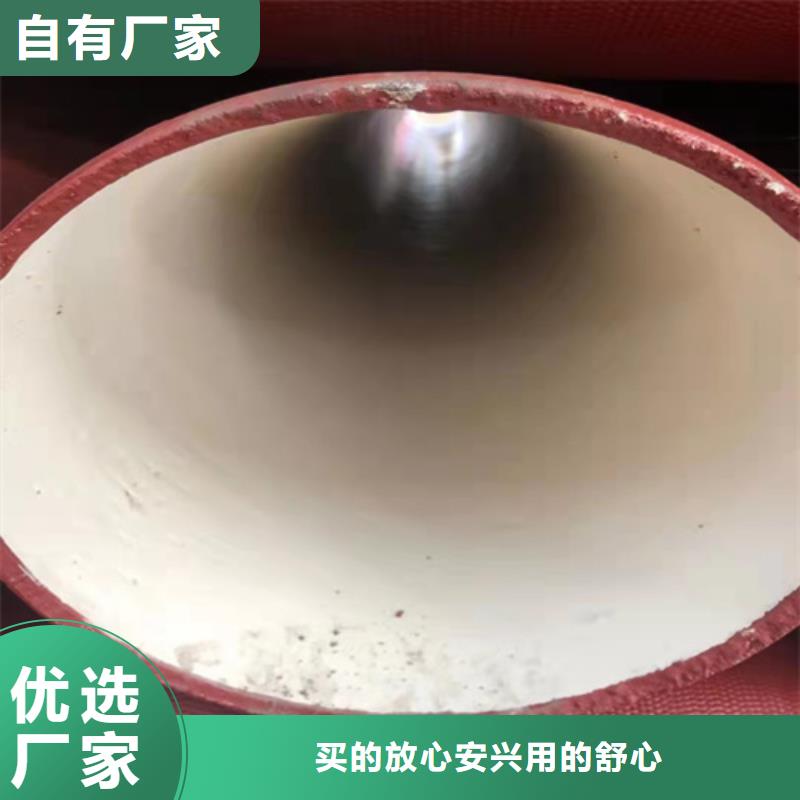
山東聊城球墨鑄鐵管廠主營產品:K9級離心球墨鑄鐵管、K\T型接口球墨鑄鐵管、球墨鑄鐵管件及配件、球墨鑄鐵井蓋、球墨鑄鐵篦子,柔性排水鑄鐵管,無縫鋼管、合金管以及進口管材。球墨鑄鐵管離心澆鑄山東球墨鑄鐵管有限責任公司采用水冷金屬型離心機進行澆鑄,高溫鐵水被連續澆進高速旋轉的管模中,并通過水冷卻使鐵水凝固形成球墨鑄鐵管。澆鑄好的球墨鑄鐵管立刻進行鑄造成缺陷表面檢查及稱重,確保每根管子的質量。球墨鑄鐵管過退火處理:球墨鑄鐵管澆鑄好的鑄鐵管隨后進入退火爐,格瑞公司的退火爐長度為60m,可保證鑄鐵管的充分退火,以獲得球墨鑄鐵管所需要的金相組織結構。球墨鑄鐵管——山東聊城鵬瑞鑄管專業生產球墨鑄鐵管,我公司引進國外新技術,擁有先進的專業生產設備,精湛的制作,產品規格齊全。生產銷售球墨鑄鐵管、球墨管、柔性鑄鐵管、鑄鐵排水管。