聯系我們

五型通風天窗廠實體廠家
更新時間:2025-02-05 21:15:34 瀏覽次數:4 公司名稱:聊城 歐諾通風設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 360/米 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 10000 |
| 運費說明 | 包郵 |
| 最小起訂 | 3 |
| 質量等級 | 優質級 |
| 是否廠家 | 是 |
| 產品材質 | 采光板 |
| 產品品牌 | 歐諾 |
| 產品規格 | 可定制 |
| 發貨城市 | 山東 |
| 產品產地 | 山東 |
| 加工定制 | 定制 |
| 產品型號 | 可定制 |
| 可售賣地 | 全國 |
| 產品顏色 | 多種 |
| 質保時間 | 1年 |
| 適用領域 | 建材,工程,廠房等等 |
| 是否進口 | 否 |


萊蕪五型通風天窗廠實體廠家
歐諾通風設備
通風氣樓的排煙系統方法是啥
通風氣樓便是開展排出來房間內的有機廢氣,提高房間內的自然環境,減少房間內的溫度。針對通風氣樓而言便是要提高它的氣體內外開展互換的速率,提高排煙系統的方法和速度,那樣的話通風氣樓便會得到較為優良地實際效果的。針對大伙兒較為關心的便是通風氣樓的排煙系統的方法和方式是大伙兒開展務必要掌握的,那樣的話才可以完成佳的自然通風實際效果。
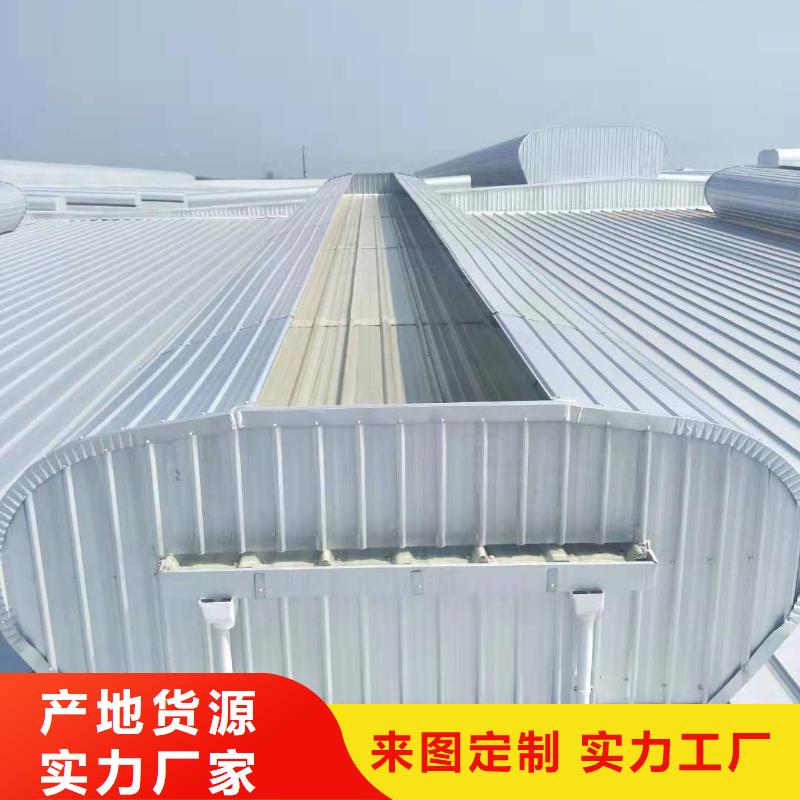
通風氣樓的排煙系統方法為空氣流通排煙系統,制造業企業在建大中型工業廠房,一般 都訂制安裝房頂當然通風氣樓來考慮生產運營全過程中生產車間自然通風光照要求。工業廠房安裝的房頂通風氣樓也稱之為自然通風器或通風天窗,運用室內室外溫度差效用產生當然氣體流動性,進而做到房間內通風換氣的規定。房頂當然通風氣樓不用電力工程,無功能損耗,安裝交付使用后也無必須常常維護保養,可兼具自然通風與光照,為公司節省成本。通風氣樓根據安裝開閉閥板或自然通風擋板來操縱(空氣流通等同于窗子的功效),簡易講也就是通風窗的窗子,其特性是:將一側的窗子設成通風道,窗子通風道內設定熱傳導擋板,熱傳導擋板將窗子通風道隔開成鄰近設定進風管和排風系統道,窗子通風道上端設定分開九十度的視角的房間內進氣口和房間內排風系統口,其下邊設定分開九十度的視角的戶外進氣口和戶外排風系統口,在房間內排風系統出口處設定電動式排氣扇(或徹底根據吹風)。熱傳導擋板能夠 由鋁合金板做成。進風管和排風系統道內能夠 設定粗濾網和逆止閥。不必打開窗戶,就可以完成房間內通風換氣,減少了通氣時房間內的發熱量損害,能夠 節約資源。
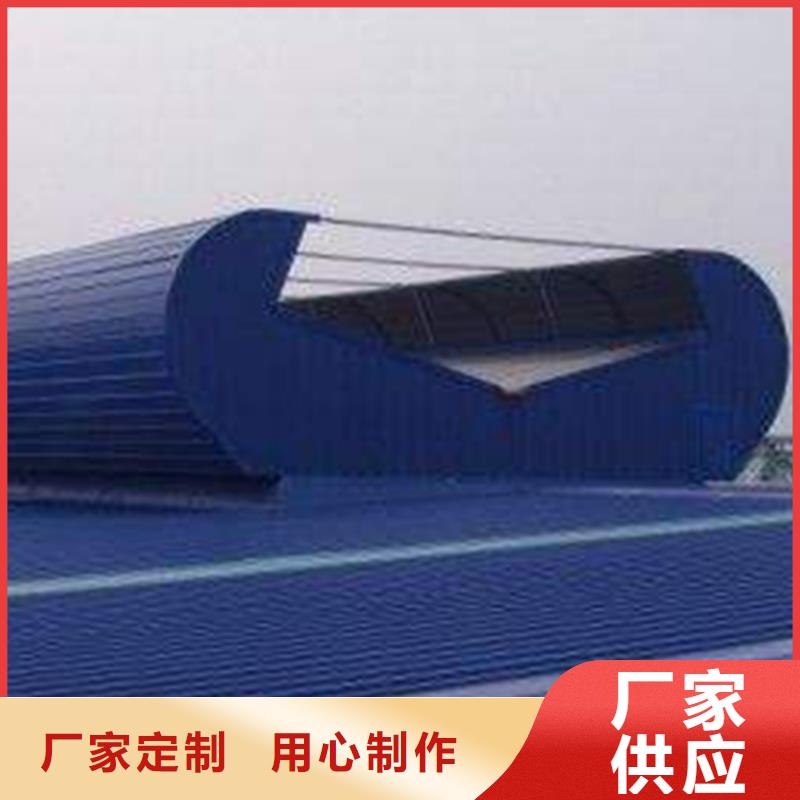
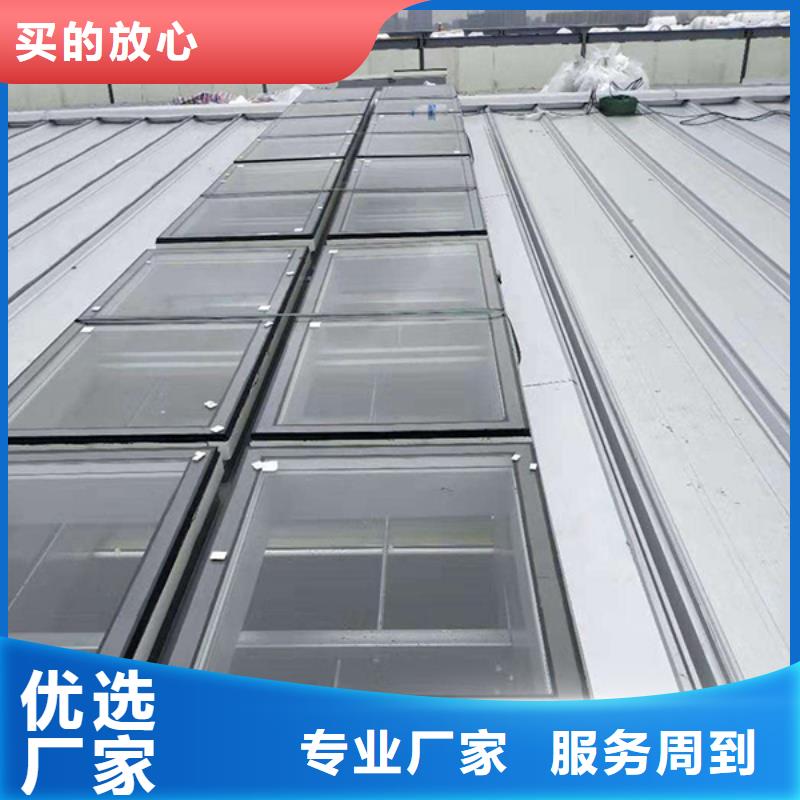
屋頂通風天窗本發明涉及一種用于廠房的天窗,具體涉及一種屋頂通風天窗。天窗在廠房中具有采光、通風及防雨的作用,天窗的類型主要包括矩形天窗、矩形避風天窗、井式天窗以及平天窗。這幾種類型的天窗防雨排水的方式的差異較大。其中,矩形天窗應用比較普遍,它主要是采用天窗檐口無組織排水,天窗側板防止屋面上的雨水流入或濺入室內。矩形避風天窗是在矩形天窗兩側加設擋風板構成的,它的擋雨設施主要是靠設大挑檐方式,使水平口的通風面積減小,垂直口設擋雨板或水平口設擋雨片。井式天窗一般布置在廠房的一側或兩側,井式天窗通風口一般做成開敞式,不設窗扇,但井口必須設置擋雨設施。做法是井上口挑檐、設擋雨片、垂直口設擋雨板等。平天窗需要解決陽光直射所產生的輻射熱和眩光,防雨的可靠措施,寒冷地區凝結水的排除,防止冰雹的破壞及積雪和積灰的問題。上述現有天窗的幾種防雨水的方法大多使用挑檐,影響通風效果,而且采用無組織排水,無法滿足防水要求較高的工業廠房需要,特別是在多臺風多雨水地區。因此,有必要對現有技術中的技術方案做進一步的改進,以彌補現有技術中的缺陷。本發明目的是:提供一種結構簡單,安裝使用方便,且采光通風效果較好的屋頂通風天窗。本發明的技術方案是:一種屋頂通風天窗,包括:天窗架,所述天窗架上覆蓋有人字形天窗屋面,所述天窗屋面的屋檐下設有可以向內外打開的閥板開關,所述天窗屋面為FRP采光板。進一步的技術方案,所述天窗屋面為雙層。進一步的技術方案,所述閥板開關為透明板。本發明的優點是:1.本發明天窗包括天窗架,所述天窗架上覆蓋有人字形天窗屋面,所述天窗屋面的屋檐下設有可以向內外打開的閥板開關,所述天窗屋面為FRP采光板,整個天窗結構簡單,安裝使用方便,且采光及通風效果也較好;2.本發明結構簡單,使用方便,且易于實現,適合推廣使用。
 通風天窗施工全套工藝技能關鍵點
通風天窗便是運用無動力技能使得它可以進行通風散熱,完成通風天窗的更大的效果和功率,使得車間和室內的溫度變得新鮮,關于通風天窗來說較為重要的便是提高它的首要的施行工程技能和施工的程序,這樣的話才可以使得通風天窗的功率不斷地進行提高,關于今后的危險危險也是起到了必定的防護效果。通風天窗施工全套工藝流程中應該要把握哪些技能和哪些關鍵呢?
1、通風天窗機組的裝置,應直接放置在基礎上用成對斜墊鐵找平。
2、現場拼裝的通風天窗,底座上的切削加工面應妥善維護,不該有銹蝕或操作,底座放置在基礎上時,使用成對斜墊鐵找平。
3、軸承座與底座應嚴密接合,縱向不水平度不該超越0.2/1000,用水平儀在主軸上丈量,橫向不水平底不該超越0.3/1000,用水平儀在軸承座的水平平分面上丈量。
4、軸瓦研刮前應先將轉子軸心線與機殼軸心線校對,一起調整葉輪與進氣口間的空隙和主軸與機殼后側板軸孔間的空隙,使其契合設備技能文件的規則。
5、主軸和軸瓦拼裝時,應按設備技能文件的規則進行查看。軸承蓋與軸瓦間應堅持0.03~0.04毫米的過盈(丈量軸瓦的外徑和軸承座的內徑)。
通風天窗施工全套工藝技能關鍵點
通風天窗便是運用無動力技能使得它可以進行通風散熱,完成通風天窗的更大的效果和功率,使得車間和室內的溫度變得新鮮,關于通風天窗來說較為重要的便是提高它的首要的施行工程技能和施工的程序,這樣的話才可以使得通風天窗的功率不斷地進行提高,關于今后的危險危險也是起到了必定的防護效果。通風天窗施工全套工藝流程中應該要把握哪些技能和哪些關鍵呢?
1、通風天窗機組的裝置,應直接放置在基礎上用成對斜墊鐵找平。
2、現場拼裝的通風天窗,底座上的切削加工面應妥善維護,不該有銹蝕或操作,底座放置在基礎上時,使用成對斜墊鐵找平。
3、軸承座與底座應嚴密接合,縱向不水平度不該超越0.2/1000,用水平儀在主軸上丈量,橫向不水平底不該超越0.3/1000,用水平儀在軸承座的水平平分面上丈量。
4、軸瓦研刮前應先將轉子軸心線與機殼軸心線校對,一起調整葉輪與進氣口間的空隙和主軸與機殼后側板軸孔間的空隙,使其契合設備技能文件的規則。
5、主軸和軸瓦拼裝時,應按設備技能文件的規則進行查看。軸承蓋與軸瓦間應堅持0.03~0.04毫米的過盈(丈量軸瓦的外徑和軸承座的內徑)。