聯系我們

屋頂通風器天窗解決方案
更新時間:2025-01-14 03:17:59 瀏覽次數:4 公司名稱:聊城 歐諾通風設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 360/米 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 10000 |
| 運費說明 | 包郵 |
| 最小起訂 | 3 |
| 質量等級 | 優質級 |
| 是否廠家 | 是 |
| 產品材質 | 采光板 |
| 產品品牌 | 歐諾 |
| 產品規格 | 可定制 |
| 發貨城市 | 山東 |
| 產品產地 | 山東 |
| 加工定制 | 定制 |
| 產品型號 | 可定制 |
| 可售賣地 | 全國 |
| 產品顏色 | 多種 |
| 質保時間 | 1年 |
| 適用領域 | 建材,工程,廠房等等 |
| 是否進口 | 否 |


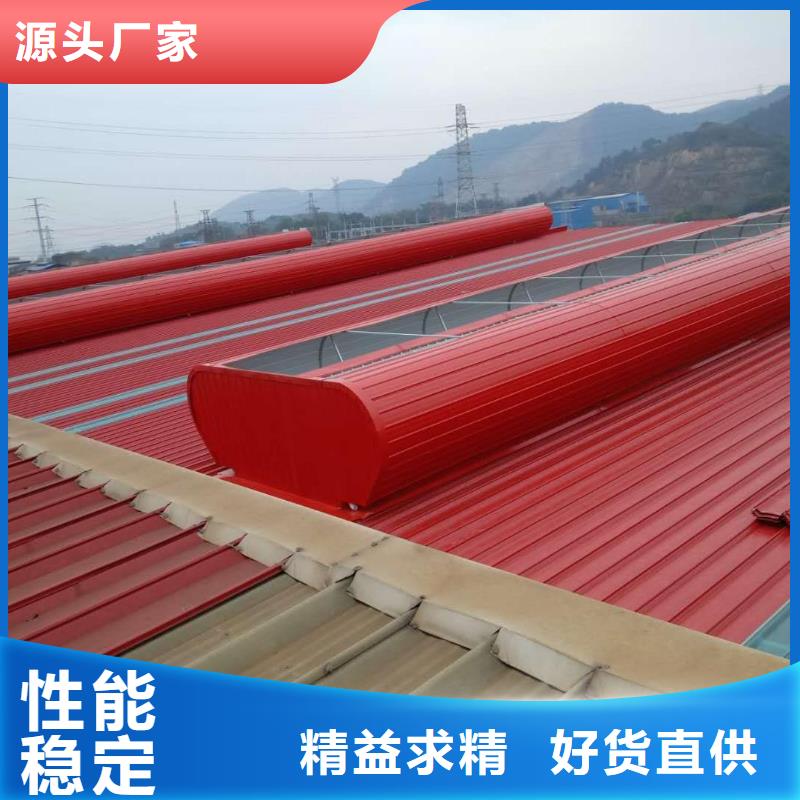
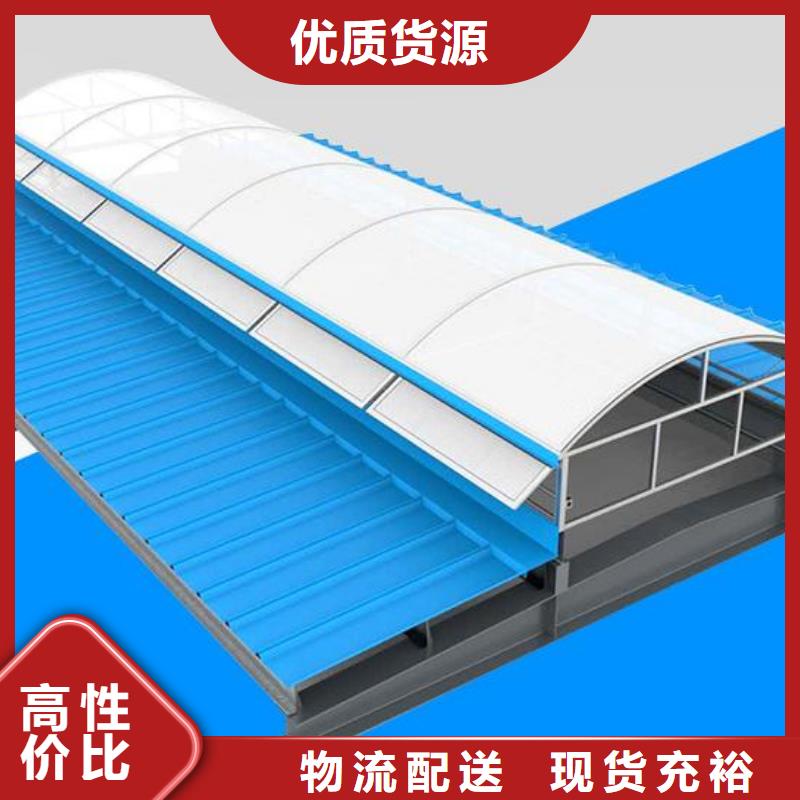

紹興屋頂通風器天窗解決方案 歐諾通風設備
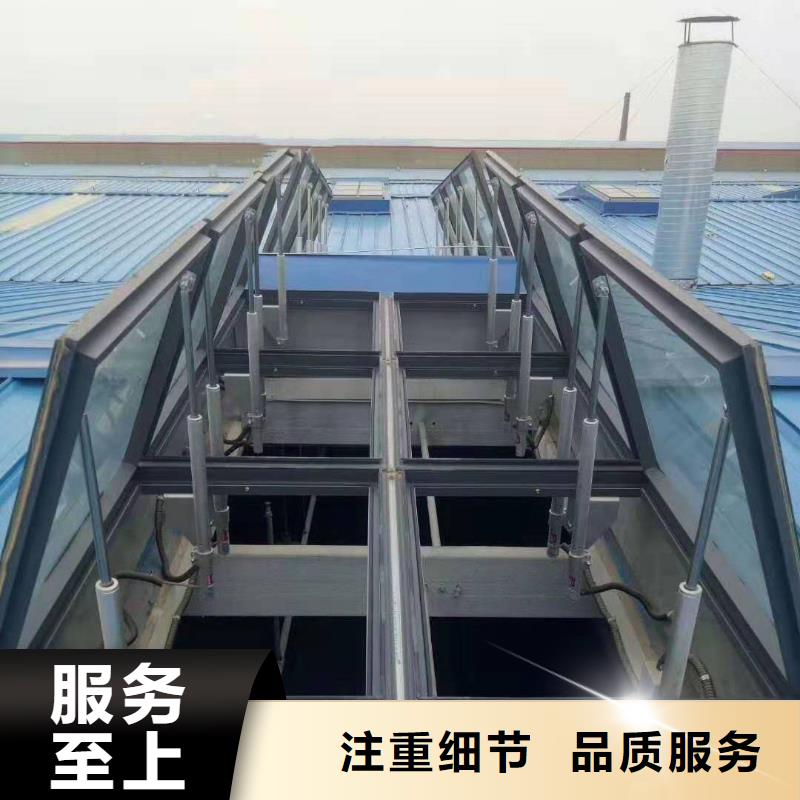
通風天窗的良好性適應性特點是怎樣的?一種鋸齒形連棟塑料溫室所屬技術領域本實用新型涉及塑料溫室,尤其是指一種鋸齒形連棟塑料溫室。背景技術連棟塑料溫室以其經濟性好、適應性強、使用范圍廣而得到廣泛應用。現有連棟 塑料溫室就其屋面形狀,主要分為圓拱形及鋸齒形溫室。鋸齒形溫室的結構特點是每 跨屋面中,有一面為垂直式屋面墻,并在這面墻上設有通風窗,因通分窗位置高,因 而具有通風換氣速度快、通風面積大、自然通風效果好的優點。但現有鋸齒形溫室, 普遍采用的是單坡屋面形式,造成屋頂高度偏高,風載荷大,其次單坡屋面鋸齒形溫 室的雪載分布十分不均勻,積雪容易從屋頂滑落堆積在屋面下半部,造成屋面局部過 載。發明內容為了克服單坡屋面鋸齒形溫室存在的不足,本實用新型提供一種雙坡屋面鋸齒形 連棟塑料溫室,其中一邊坡度長、另一邊坡度短。與單坡鋸齒形溫室相比,這種溫室 不僅仍具有通風效果好的優點,而且減輕了屋面的風載荷,改善了溫室屋面雪載分布 不均勻的狀況。本實用新型解決技術問題所采用的技術方案是:溫室由立柱、天溝、主拱架、副 拱架、通風天窗、通風天窗卷膜機構、外遮陽網、內保溫膜等組成,溫室屋面及四周用塑料薄 膜覆蓋。其特征在于:屋頂曲面由兩段圓弧組成,短圓弧在通風天窗一側,長圓弧在天溝 一側,短圓弧的寬度不超過單個跨度的二分之一,從而使溫室屋面總體呈鋸齒形;主 拱架為一桁架結構,上圓弧拱桿與屋面形狀相同,下支撐桿傾斜布置,兩桿之間用鋼 管焊接;在每跨天溝上方,靠近短坡一側的的垂直墻上設有通風通風天窗,通風天窗封閉時用 卷膜覆蓋,通風時由卷膜機構卷起;通風天窗卷膜機為固定式,其底座直接固定在天溝上;雙坡鋸齒形連棟塑料溫室的優點在于:采用雙坡不等寬屋面,不僅適當降低了溫 室的高度,而且減小了屋頂的風載,提高了其抗風能力;采用雙坡不等寬屋面,適當 減小了溫室屋面的坡度,使屋面積雪分布趨于均勻合理,從而提高了抗雪載能力;主 拱架采用上圓弧、下斜支撐的桁架結構,不僅強度高,而且代替了倆跨之間的橫梁連 接,使室內空間增大,方便了溫室作業設備在室內的行走。

呼和浩特屋頂通風天窗價格 呼和浩特屋頂通風天窗加工流程 剪板機數控直條下料--卷圓--自動焊接--套法蘭--管 道翻邊--酸洗--質檢--包裝--發貨核檢 管道預制必須嚴格按照SH/T3517-2001的要求進行,預制管道前必須認真核對管道平面布置圖、詳圖、管段圖,以避免造成不必要的返工。 1、管子下料 ⑴、下料應嚴格按設計單線圖進行,切割前材料尺寸應仔細核對。數控剪板機直條下料(誤差正負0.1mm) ⑵、下料時應根據管子長短合理排料,減少浪費。對數量少,管徑大,管壁厚及其它特殊材質管道,應先整體排料再下料,嚴格控制管子的用量,對100mm以上的切割余量不能作為廢料處理,應按材質登記保管以便備用。 ⑶、切割后的管材標識若被破壞,應在剩余管材上復制原有標識。材料標識要求見附表四。 ⑷、不銹鋼管材必須用機械或等離子切割,其余管材可用火焰切割下料和制備坡口,切口表面應平整,無裂紋、重皮、毛刺凹凸、縮口,熔渣、氧化物、鐵屑等應及時去掉。 ⑸、切口端面的傾斜偏差△不大于管外徑的1%,且不超過2mm。 2、坡口制備要求 管道連接主要是焊接方式,坡口是焊接的首要條件,必須按規范規定進行,中、低壓管道坡口型式采用V型,高壓管道采用YV(雙V)型坡口,坡口加工應平整,不得有裂紋、重皮、毛刺和氧化鐵等,用角向磨光機將坡口和附近10mm范圍內打磨出金屬光澤。具體坡口形式按焊接工藝卡執行。 3、焊口組對 管道組對前,將接口內外表面25mm范圍內的泥垢,油污、鐵銹等干凈,用鋼絲刷或拖布將管內雜物。對預制和安裝時未封閉的管段,應采取措施封堵管口,避免雜物進入管道內。 4、預制允許偏差: ⑴、法蘭面與管中心垂直度:DN<100時0.5mm,100≤DN≤300時1.0mm,DN>300時2.0mm; ⑵、尺寸偏差:自由管段±10mm,封閉管段±1.5mm 管子對口時應在距接口中心200mm處測量平直度 當DN<100mm時,a<1mm;DN≥100mm時,a<2mm;但全長允許偏差小于10mm。當管子公稱直徑小于100mm時,允許偏差值α為1mm;當管子公稱直徑大或等于100mm時,允許偏差值α為2mm;但全長的偏差值不得超過10mm。 5、管道預制件應按規定要求編號(管線號、焊口編號和焊工號)以便于質量控制和安裝時查找。 6、預制完畢的管段,應將內部清理干凈,并及時封閉管口,保證管內清潔。特別指出,本工程所有管口在安裝前必須全部封閉,確保預制管道進入現場封堵。 7、等厚管道對接焊口的組對應做到內壁齊平內壁錯邊量不宜超過壁厚的10%且不大于2毫米。 8、不等厚管道組成件組對時當內壁錯邊量超過1.5mm或外壁錯邊量超過3mm 9、相鄰焊口間距要求 環焊縫中心面間距:DN≥150mm不小于150mm,DN<150mm不小于管外徑; 縱焊縫近點間距應大于等于5倍管子壁厚;