17306359888




更新時間:2025-01-25 06:59:24 瀏覽次數:5 公司名稱:聊城 航蕭管件有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 100/噸 |
| 發貨期限 | 5 |
| 供貨總量 | 40 |
| 運費說明 | 協商 |
| 最小起訂 | 1 |
| 質量等級 | 1 |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品品牌 | 航蕭管件 |
| 產品規格 | 齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 按圖紙加工 |
| 產品型號 | 齊全 |
| 產品重量 | 10 |
| 適用領域 | 鍋爐,橋梁,體育場 |
| 工作溫度 | 10 |


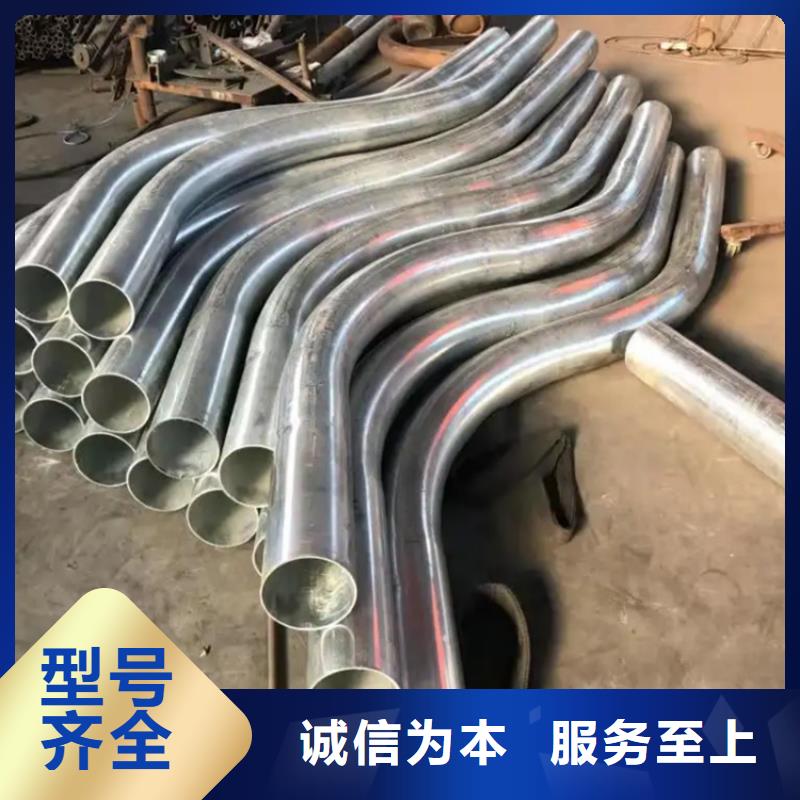


四平H型鋼拉彎品質過硬
全自動彎管機在日常使用中如何解決問題
在液壓方面,全自動彎管機常常出現問題。因為這臺機器是彎管的,所以用金屬圓鋸切割管子會留下很多小鐵銷。這些鐵銷如不清洗,可直接送到全自動彎管機進行彎管處理,而且很多全自動彎管機的模具是用心軸彎曲。因為他們沒有得到足夠的食物,他們會起皺或者塌陷等等現象。
通過這種方式,當自動彎管機把管子插入心軸時,這些小鐵銷會掉下來,還沒有清洗干凈的鐵銷會掉進機身內部的儲存罐里。液壓彎管機采用的是油泵。液壓油輸入依賴于電磁閥提供液壓動力。
所以,大部分鐵針進入油箱后會被油管過濾器過濾掉,但也會有少量鐵針進入油泵,從而將鐵針吸入油箱。由于鐵銷不能在電磁閥內流動,液壓電磁閥被堵塞,液壓油也不能流動,所以油泵將進入電磁閥內部。這樣就會導致相應的操作失敗,造成液壓彎管不能正常工作。
就算出現這種情況,你也不必驚慌,只要你按控制面板上的按鈕手動按動,然后看著電磁閥上的指示燈看著哪個電磁閥不工作,然后關機。用4mm內六角扳手將固定在油分離板上的電磁閥卸下。電磁閥清洗完后,用清潔的煤油用吹掃內部,去除內部的鐵針,然后安裝解決。
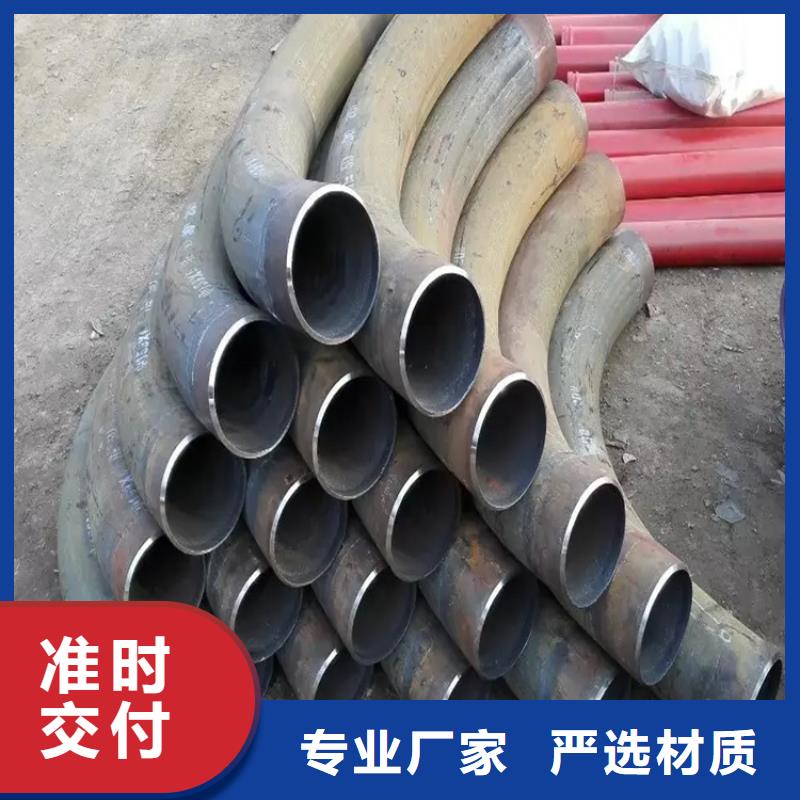
 擁有中頻彎管生產線10條、冷彎生產線10條,可生產各種材質的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產。為方便一站式服務、
擁有中頻彎管生產線10條、冷彎生產線10條,可生產各種材質的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產。為方便一站式服務、
 航蕭管件
彎管機購買需要了解以下方面的因素
彎管機科技重大專項要重點開發航空航天、船舶、汽車制造、發電設備制造等需要的數控機床彎管機設備與數控彎管機機床,“逐步提高我國數控機床與基礎制造成套裝備的自主開發能力,滿足國內主要行業對制造裝備的基本需求”。作為重點扶持工業之一,近年來,政府已投入大量資金用于航空航天業大型客機的研發。這些研發是方方面面的,我們抽出與彎管機模具有關的方面來分析,著重研討結構件材料的使用。 那么在購買彎管機時我們需要考慮哪些方面的因素呢?下面由江陰宏業機械的專業為大家介紹一下:
一、彎管機工件的因素。在要這種專業的模具和彎管機之前,必須要對于加工的工件進行很好的考慮,在這上面,噸數小、體積小是為根本的要求,同時再保證率,當然,也要結合工件的尺寸,如果工件的尺寸過大,自己購買工作臺過小也不能工作,所以首先應該以工作來進行考慮,但是在這方面的應用也有區別,有些是專業的工件加工,則要把彎管機和模具的適應性相對提高,即是自己一次性成本投入之后,之后在其他的工件上面仍然可以接著使用。
二、節省材料的因素。它的主要工作也就是把材料變成所要使用的零件,但是在使用材料的過程中,有些彎管機和彎管機刀具大使用的時候很費料,這樣也就加大了成本,而有些在使用過程中,能夠達到材料的節省性,所以這方面的因素也必須要考慮在內。
三、操作性因素。因為對于彎管機的操作性能也關乎到生產的人力和技術的投入,而在這方面投入的同時,自然也就加大了投入的成本,目前在操作上面有很多個不同的分類,所以如果是專業的加工,或者大量的工件加工,還是應該考慮購買一個容易控制的彎管機,因為在它工作的同時,減少了人員控制的數量和技術投入的含量,自然也就減少了生產的成本。
張家港市和力機械制造有限公司是專業制造及銷售彎管機、蛇形管流水線和其他液壓機的民營企業。公司集中了具有豐富彎管設備設計、制造經驗和彎管工藝經驗的專業人才,專門從事彎管設備的設計和制造。現每年生產及銷售彎管機和其他液壓機一百多臺套。公司的宗旨是“客戶,用戶至上”,向客戶提供高質量的產品,用我們積累的彎管經驗盡力配合客戶制作出合適的彎管工藝,向客戶提供優質的售后服務。展望未來,宏業機械熱忱期望與您精誠合作,共創偉業。
航蕭管件
彎管機購買需要了解以下方面的因素
彎管機科技重大專項要重點開發航空航天、船舶、汽車制造、發電設備制造等需要的數控機床彎管機設備與數控彎管機機床,“逐步提高我國數控機床與基礎制造成套裝備的自主開發能力,滿足國內主要行業對制造裝備的基本需求”。作為重點扶持工業之一,近年來,政府已投入大量資金用于航空航天業大型客機的研發。這些研發是方方面面的,我們抽出與彎管機模具有關的方面來分析,著重研討結構件材料的使用。 那么在購買彎管機時我們需要考慮哪些方面的因素呢?下面由江陰宏業機械的專業為大家介紹一下:
一、彎管機工件的因素。在要這種專業的模具和彎管機之前,必須要對于加工的工件進行很好的考慮,在這上面,噸數小、體積小是為根本的要求,同時再保證率,當然,也要結合工件的尺寸,如果工件的尺寸過大,自己購買工作臺過小也不能工作,所以首先應該以工作來進行考慮,但是在這方面的應用也有區別,有些是專業的工件加工,則要把彎管機和模具的適應性相對提高,即是自己一次性成本投入之后,之后在其他的工件上面仍然可以接著使用。
二、節省材料的因素。它的主要工作也就是把材料變成所要使用的零件,但是在使用材料的過程中,有些彎管機和彎管機刀具大使用的時候很費料,這樣也就加大了成本,而有些在使用過程中,能夠達到材料的節省性,所以這方面的因素也必須要考慮在內。
三、操作性因素。因為對于彎管機的操作性能也關乎到生產的人力和技術的投入,而在這方面投入的同時,自然也就加大了投入的成本,目前在操作上面有很多個不同的分類,所以如果是專業的加工,或者大量的工件加工,還是應該考慮購買一個容易控制的彎管機,因為在它工作的同時,減少了人員控制的數量和技術投入的含量,自然也就減少了生產的成本。
張家港市和力機械制造有限公司是專業制造及銷售彎管機、蛇形管流水線和其他液壓機的民營企業。公司集中了具有豐富彎管設備設計、制造經驗和彎管工藝經驗的專業人才,專門從事彎管設備的設計和制造。現每年生產及銷售彎管機和其他液壓機一百多臺套。公司的宗旨是“客戶,用戶至上”,向客戶提供高質量的產品,用我們積累的彎管經驗盡力配合客戶制作出合適的彎管工藝,向客戶提供優質的售后服務。展望未來,宏業機械熱忱期望與您精誠合作,共創偉業。
 彎管機彎制原理 彎管機進行彎管的彎曲和板料的彎曲一樣。在純彎曲的情況下,外徑為D,壁厚為t的管子受外力矩M的作用發生彎曲時, 中性層外側管壁受拉應力盯l作用,管壁變薄;中性層內側管壁受拉應力仃1作用,管壁變厚。而且橫截面的形狀由于受合力 F1和F2的作用由圓形變為近似橢圓形,當變形量過大時,外側管壁會產生裂紋,內側管壁會出現起皺。 彎管的變形程度,取決于相對彎曲半徑R囝和相對厚度t/D數值的大小、R巾和t/D值越小,表示變形程度越大。為保證管 件成形質量,必須控制變形程度在許可范圍內,彎管彎曲成形極限不僅取決于材料的力學性能和彎曲方法,而且還考慮管件的 使用要求。管件的成形極限應包含以下幾個內容:
(1)中性層外側拉伸變形區內的伸長變形不超過材料塑性允許值而產生破裂;
(2)中性層內側壓縮變形區內,受切向壓應力作用的薄壁結構部分不致超過失穩而起皺;
(3)如果管件有橢圓度的要求時,控制其斷面產生畸變;
(4)如果管件有承受內壓力的強度要求時,控制其壁厚減薄的成形極限。
彎管機彎制原理 彎管機進行彎管的彎曲和板料的彎曲一樣。在純彎曲的情況下,外徑為D,壁厚為t的管子受外力矩M的作用發生彎曲時, 中性層外側管壁受拉應力盯l作用,管壁變薄;中性層內側管壁受拉應力仃1作用,管壁變厚。而且橫截面的形狀由于受合力 F1和F2的作用由圓形變為近似橢圓形,當變形量過大時,外側管壁會產生裂紋,內側管壁會出現起皺。 彎管的變形程度,取決于相對彎曲半徑R囝和相對厚度t/D數值的大小、R巾和t/D值越小,表示變形程度越大。為保證管 件成形質量,必須控制變形程度在許可范圍內,彎管彎曲成形極限不僅取決于材料的力學性能和彎曲方法,而且還考慮管件的 使用要求。管件的成形極限應包含以下幾個內容:
(1)中性層外側拉伸變形區內的伸長變形不超過材料塑性允許值而產生破裂;
(2)中性層內側壓縮變形區內,受切向壓應力作用的薄壁結構部分不致超過失穩而起皺;
(3)如果管件有橢圓度的要求時,控制其斷面產生畸變;
(4)如果管件有承受內壓力的強度要求時,控制其壁厚減薄的成形極限。