
5mm毫米厚耐磨nm500鋼板廠家聯(lián)系方式2022已更新(今日/資訊)
山東中魯金屬期待與您合作~公司常年主營:
耐磨鋼板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金鋼板:40Cr鋼板、42CrMo鋼板、15CrMo鋼板、12Cr1MoV鋼板(3-300MM)
彈簧鋼板:65Mn彈簧鋼板,60Si2Mn彈簧板,另有各種材質(zhì)彈簧鋼帶(2-60MM
特厚鋼板:普板Q235B,錳板 Q345B(Q355B/16MN) ,碳結(jié)板45#(100MM-600MM
耐候鋼板:SPA-H、Q235NHG、Q355NHG等可加工做銹
高強(qiáng)度鋼板:Q345高強(qiáng)板,Q460高強(qiáng)板,Q550高強(qiáng)板,Q690高強(qiáng)板
鍋爐容器板:20G、245R鍋爐板、 Q345R容器板
萬噸庫存厚度0.1mm-600mm
切割零售、擁有萬瓦激光切割·火焰切割等設(shè)備數(shù)臺~!可為用戶切割各種特殊規(guī)格,圖紙加工、
系方式2022已更新(今日/資訊)")
系方式2022已更新(今日/資訊)") 耐磨鋼板的折彎;耐磨鋼板的應(yīng)用很廣泛,特別是在廠房建設(shè)中的效果十分明顯。在耐磨鋼板的多種操作控制方面,掌握難度比較大的是折彎,這主要是因?yàn)楫a(chǎn)品的彈性比較差。對此,我們當(dāng)然也有相應(yīng)的辦法予以解決。 為了對耐磨鋼板進(jìn)行折彎,可以先按耐磨鋼板外徑圓弧車幾個滾輪,然后將滾輪堅(jiān)固的固定在鐵板上,將鐵管里灌滿砂,兩端用木塞子賽好后防滾輪上,需要折疊的位置用火焰加熱后進(jìn)行折疊,但需要耗費(fèi)很大的力量。 為了能更加簡單有效的折彎耐磨鋼板,建議用液壓彎管機(jī)進(jìn)行彎管,而且事先要與機(jī)器配以相應(yīng)的模具,這樣折彎出來耐磨鋼板才不會存在缺陷,品質(zhì)才能有保障,使用效果才會更好。 為了實(shí)現(xiàn)耐磨鋼板板面的平整的粗糙度,采取了一些處理工藝,效果也是不錯的。比如在制成零件或產(chǎn)品后,要進(jìn)行表面的涂層處理,為了可以增強(qiáng)涂層的附著力,產(chǎn)品具有一定的表面粗糙度是比較有利的。 耐磨鋼板在很多領(lǐng)域都有應(yīng)用,對于不同應(yīng)用場合的不同用途,對它的粗糙度要求也有不同。在制作的過程中,制作設(shè)備如平整機(jī)工作輥上存在的粗糙度會表現(xiàn)在表面上。實(shí)踐證明,工作輥輥面上的粗糙度和軋制力的大小對管面的粗糙度值都是有影響,而且呈現(xiàn)的是非線性的正相關(guān)關(guān)系。
耐磨鋼板的折彎;耐磨鋼板的應(yīng)用很廣泛,特別是在廠房建設(shè)中的效果十分明顯。在耐磨鋼板的多種操作控制方面,掌握難度比較大的是折彎,這主要是因?yàn)楫a(chǎn)品的彈性比較差。對此,我們當(dāng)然也有相應(yīng)的辦法予以解決。 為了對耐磨鋼板進(jìn)行折彎,可以先按耐磨鋼板外徑圓弧車幾個滾輪,然后將滾輪堅(jiān)固的固定在鐵板上,將鐵管里灌滿砂,兩端用木塞子賽好后防滾輪上,需要折疊的位置用火焰加熱后進(jìn)行折疊,但需要耗費(fèi)很大的力量。 為了能更加簡單有效的折彎耐磨鋼板,建議用液壓彎管機(jī)進(jìn)行彎管,而且事先要與機(jī)器配以相應(yīng)的模具,這樣折彎出來耐磨鋼板才不會存在缺陷,品質(zhì)才能有保障,使用效果才會更好。 為了實(shí)現(xiàn)耐磨鋼板板面的平整的粗糙度,采取了一些處理工藝,效果也是不錯的。比如在制成零件或產(chǎn)品后,要進(jìn)行表面的涂層處理,為了可以增強(qiáng)涂層的附著力,產(chǎn)品具有一定的表面粗糙度是比較有利的。 耐磨鋼板在很多領(lǐng)域都有應(yīng)用,對于不同應(yīng)用場合的不同用途,對它的粗糙度要求也有不同。在制作的過程中,制作設(shè)備如平整機(jī)工作輥上存在的粗糙度會表現(xiàn)在表面上。實(shí)踐證明,工作輥輥面上的粗糙度和軋制力的大小對管面的粗糙度值都是有影響,而且呈現(xiàn)的是非線性的正相關(guān)關(guān)系。
系方式2022已更新(今日/資訊)")
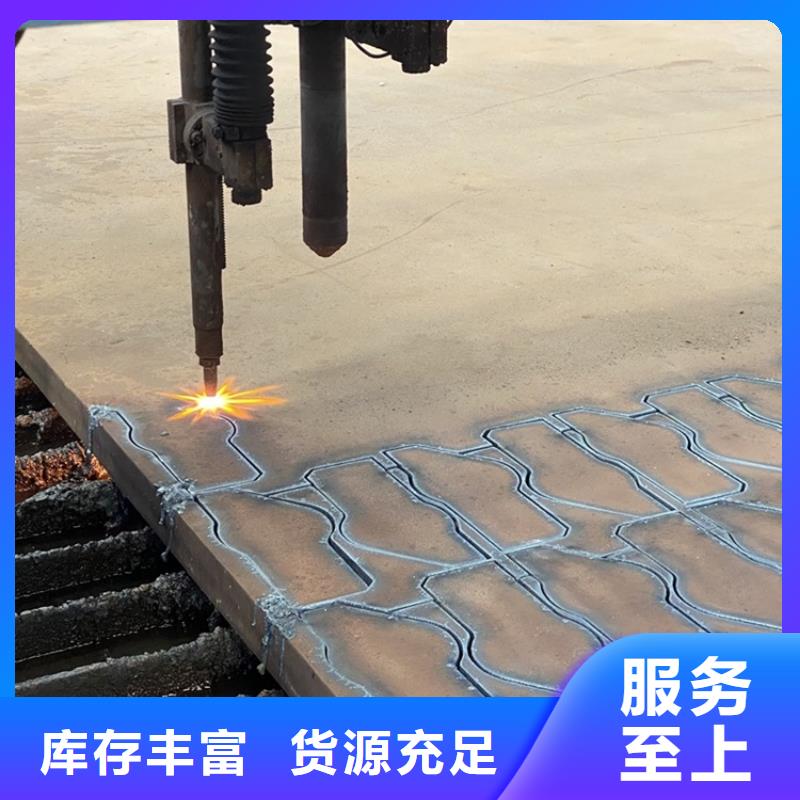
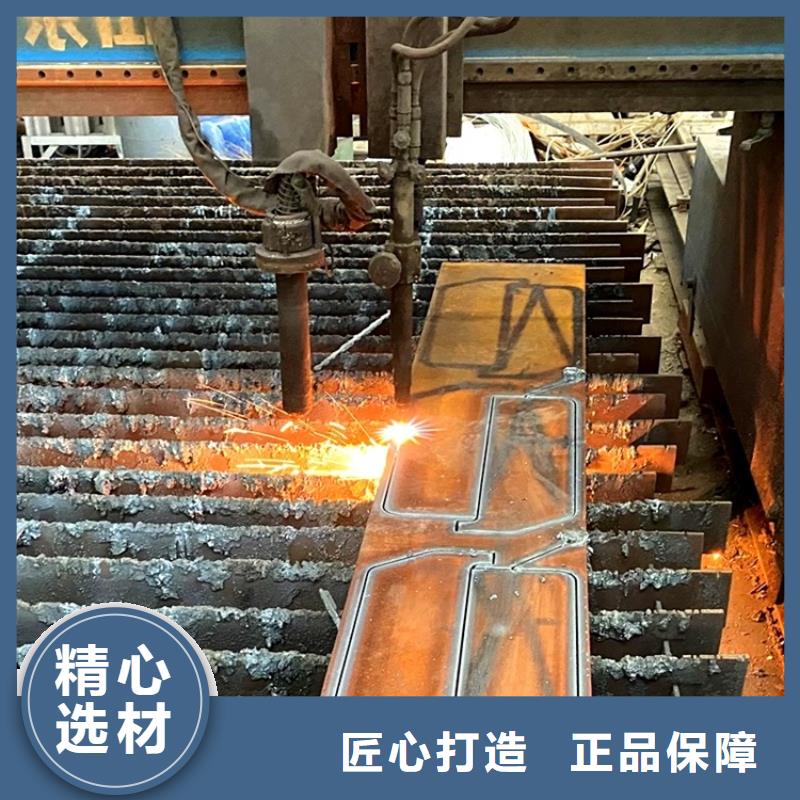
系方式2022已更新(今日/資訊)") 耐磨鋼板常用的切割方式是等離子切割和激光切割。激光切割具有精度高,切口整齊,切割形狀靈活等一系列優(yōu)點(diǎn)。但是不管是激光切割,還是等離子切割,都是有一定技術(shù)要求的。激光切割的氣體流量,激光功率,焦點(diǎn)位置,切口寬度等因素都會影響切割質(zhì)量。首先在選擇耐磨鋼板時,盡量選擇優(yōu)質(zhì)的耐磨鋼板,因?yàn)槟湍グ逶诩庸r,工藝水平參差不一,生產(chǎn)出來的耐磨板在可加工性上差別比較大,正確的加工方式可以很大程度上避免出現(xiàn)問題。加工時可以從兩個方面嘗試解決。 ,翻一個面試試。因?yàn)榇慊鸬牟痪鶆颍袝r候耐磨板的上下面確實(shí)會有一些差異。第二,調(diào)高激光切割的功率,加快激光切割的速度。這樣做的是盡量減少切割件不同區(qū)域的溫差,耐磨板溫差時間越長,越容易出現(xiàn)問題。這兩個方法雖然不能解決所有問題,卻在不增加成本的同時大大減少耐磨板出現(xiàn)翹曲的可能
耐磨鋼板常用的切割方式是等離子切割和激光切割。激光切割具有精度高,切口整齊,切割形狀靈活等一系列優(yōu)點(diǎn)。但是不管是激光切割,還是等離子切割,都是有一定技術(shù)要求的。激光切割的氣體流量,激光功率,焦點(diǎn)位置,切口寬度等因素都會影響切割質(zhì)量。首先在選擇耐磨鋼板時,盡量選擇優(yōu)質(zhì)的耐磨鋼板,因?yàn)槟湍グ逶诩庸r,工藝水平參差不一,生產(chǎn)出來的耐磨板在可加工性上差別比較大,正確的加工方式可以很大程度上避免出現(xiàn)問題。加工時可以從兩個方面嘗試解決。 ,翻一個面試試。因?yàn)榇慊鸬牟痪鶆颍袝r候耐磨板的上下面確實(shí)會有一些差異。第二,調(diào)高激光切割的功率,加快激光切割的速度。這樣做的是盡量減少切割件不同區(qū)域的溫差,耐磨板溫差時間越長,越容易出現(xiàn)問題。這兩個方法雖然不能解決所有問題,卻在不增加成本的同時大大減少耐磨板出現(xiàn)翹曲的可能
系方式2022已更新(今日/資訊)")
系方式2022已更新(今日/資訊)") 耐磨鋼板常用的切割方式是等離子切割和激光切割。激光切割具有精度高,切口整齊,切割形狀靈活等一系列優(yōu)點(diǎn)。但是不管是激光切割,還是等離子切割,都是有一定技術(shù)要求的。激光切割的氣體流量,激光功率,焦點(diǎn)位置,切口寬度等因素都會影響切割質(zhì)量。首先在選擇耐磨鋼板時,盡量選擇優(yōu)質(zhì)的耐磨鋼板,因?yàn)槟湍グ逶诩庸r,工藝水平參差不一,生產(chǎn)出來的耐磨板在可加工性上差別比較大,正確的加工方式可以很大程度上避免出現(xiàn)問題。加工時可以從兩個方面嘗試解決。 ,翻一個面試試。因?yàn)榇慊鸬牟痪鶆颍袝r候耐磨板的上下面確實(shí)會有一些差異。第二,調(diào)高激光切割的功率,加快激光切割的速度。這樣做的是盡量減少切割件不同區(qū)域的溫差,耐磨板溫差時間越長,越容易出現(xiàn)問題。這兩個方法雖然不能解決所有問題,卻在不增加成本的同時大大減少耐磨板出現(xiàn)翹曲的可能
耐磨鋼板常用的切割方式是等離子切割和激光切割。激光切割具有精度高,切口整齊,切割形狀靈活等一系列優(yōu)點(diǎn)。但是不管是激光切割,還是等離子切割,都是有一定技術(shù)要求的。激光切割的氣體流量,激光功率,焦點(diǎn)位置,切口寬度等因素都會影響切割質(zhì)量。首先在選擇耐磨鋼板時,盡量選擇優(yōu)質(zhì)的耐磨鋼板,因?yàn)槟湍グ逶诩庸r,工藝水平參差不一,生產(chǎn)出來的耐磨板在可加工性上差別比較大,正確的加工方式可以很大程度上避免出現(xiàn)問題。加工時可以從兩個方面嘗試解決。 ,翻一個面試試。因?yàn)榇慊鸬牟痪鶆颍袝r候耐磨板的上下面確實(shí)會有一些差異。第二,調(diào)高激光切割的功率,加快激光切割的速度。這樣做的是盡量減少切割件不同區(qū)域的溫差,耐磨板溫差時間越長,越容易出現(xiàn)問題。這兩個方法雖然不能解決所有問題,卻在不增加成本的同時大大減少耐磨板出現(xiàn)翹曲的可能
系方式2022已更新(今日/資訊)")
系方式2022已更新(今日/資訊)") 耐磨鋼磨損的原因有哪些。對于"磨損"目前尚無統(tǒng)一的定義。一般認(rèn)為磨損是物體工作表面材料在相對運(yùn)動中不斷破壞或損失的現(xiàn)象。而對于磨損的分類也有很多方法,若按磨損機(jī)制劃分,可分為磨料磨損、粘著磨損、腐蝕磨損、沖蝕磨損、接觸疲勞磨損、沖擊磨損、微動磨損等大類。 在工業(yè)領(lǐng)域中磨料磨損和粘著磨損在工件磨損失效中占有 比例,而沖蝕、腐蝕、疲勞、微動等磨損失效方式由于往往產(chǎn)生在一些重要構(gòu)件的運(yùn)行中,故日益受到重視。在工況條件下,往往是幾種磨損形式同時或先后出現(xiàn),磨損失效交互作用呈現(xiàn)較復(fù)雜的形式。 確定工件磨損失效的類型是合理選用或研制耐磨鋼板的依據(jù)。另外,零、部件的磨損是一個系統(tǒng)工程問題,影響磨損的因素很多,它包括工作條件(載荷、速度、運(yùn)動方式)、潤滑條件、環(huán)境因素(濕度、溫度、周圍介質(zhì)等)、材料因素(成分、組織、力學(xué)性能)、零件表面質(zhì)量及物理化學(xué)特性等。 其中每個因素的改變都可能使磨損量改變,甚至使磨損機(jī)制改變。由此可見,材料因素只是影響工件磨損的因素之一,要提高鋼件的耐磨性需要從特定條件下的摩擦、磨損系統(tǒng)整體著手才會取得預(yù)期的效果。
耐磨鋼磨損的原因有哪些。對于"磨損"目前尚無統(tǒng)一的定義。一般認(rèn)為磨損是物體工作表面材料在相對運(yùn)動中不斷破壞或損失的現(xiàn)象。而對于磨損的分類也有很多方法,若按磨損機(jī)制劃分,可分為磨料磨損、粘著磨損、腐蝕磨損、沖蝕磨損、接觸疲勞磨損、沖擊磨損、微動磨損等大類。 在工業(yè)領(lǐng)域中磨料磨損和粘著磨損在工件磨損失效中占有 比例,而沖蝕、腐蝕、疲勞、微動等磨損失效方式由于往往產(chǎn)生在一些重要構(gòu)件的運(yùn)行中,故日益受到重視。在工況條件下,往往是幾種磨損形式同時或先后出現(xiàn),磨損失效交互作用呈現(xiàn)較復(fù)雜的形式。 確定工件磨損失效的類型是合理選用或研制耐磨鋼板的依據(jù)。另外,零、部件的磨損是一個系統(tǒng)工程問題,影響磨損的因素很多,它包括工作條件(載荷、速度、運(yùn)動方式)、潤滑條件、環(huán)境因素(濕度、溫度、周圍介質(zhì)等)、材料因素(成分、組織、力學(xué)性能)、零件表面質(zhì)量及物理化學(xué)特性等。 其中每個因素的改變都可能使磨損量改變,甚至使磨損機(jī)制改變。由此可見,材料因素只是影響工件磨損的因素之一,要提高鋼件的耐磨性需要從特定條件下的摩擦、磨損系統(tǒng)整體著手才會取得預(yù)期的效果。
系方式2022已更新(今日/資訊)") 5mm毫米厚耐磨nm500鋼板廠家聯(lián)系方式2022已更新(今日/資訊)
5mm毫米厚耐磨nm500鋼板廠家聯(lián)系方式2022已更新(今日/資訊)
您的位置>首頁 >烏蘭察布本地?zé)釀討B(tài) >