






水下焊接特點
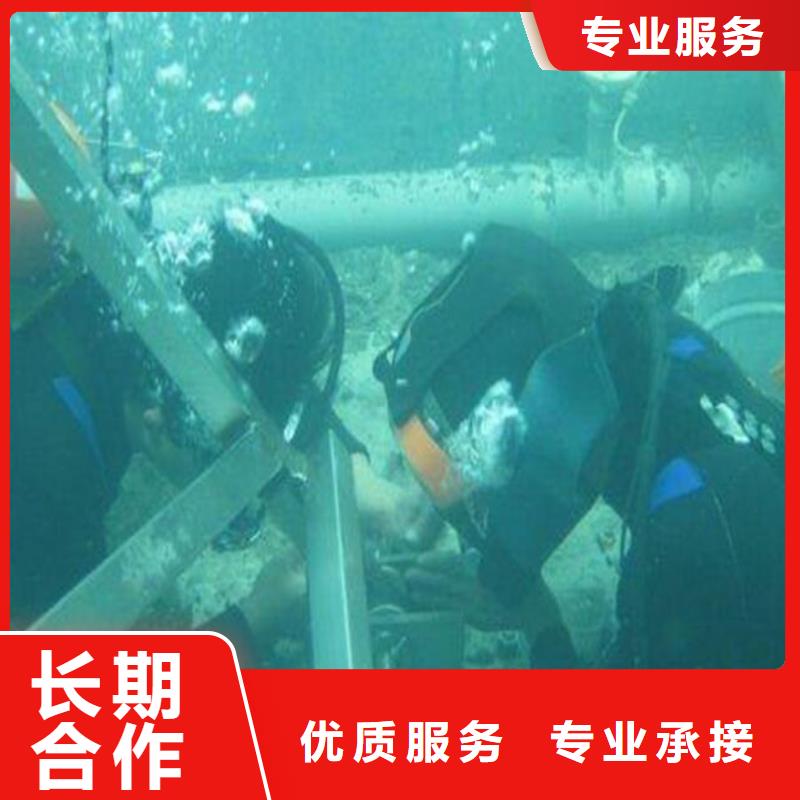
水下環境使得水下焊接過程比陸上焊接過程復雜得多,除焊接技術外,還涉及到潛水作業技術等諸多因素,水下焊接的特點是:
1、可見度差,水對光的吸收、反射和折射等作用比空氣強得多,因此,光在水中傳播時減弱得很快。另外焊接時電弧周圍產生大量氣泡和煙霧,使水下電弧的可見度非常低。在淤泥的海底和夾帶沙泥的海域中進行水下焊接,水中可見度就更差了。
2、焊縫含氫量高,氫是焊接的大敵,如果焊接中含氫量超過允許值,很容易引起裂紋,甚至導致結構的破壞。水下電弧會使其周圍水產生熱分解,導致溶解到焊縫中的氫增加,水下焊條電弧焊的焊接接頭質量差與氫含量高是分不開的。
3、冷卻速度快,水下焊接時,海水的熱傳導系數高,是空氣的20倍左右。若采用濕法或局部法水下焊接時,被焊工件直接處于水中,水對焊縫的急冷明顯,容易產生高硬度淬硬組織。因此,水下堵漏只有采用干法焊接時,才能避免冷效應。
4、壓力的影響,隨著壓力增加,電弧弧柱變細,焊道寬度變窄,焊縫高度增加,同時導電介質密度增加,從而增加了電離難度,電弧電壓隨之升高,電弧穩定性降低,飛濺和煙塵增多。
下清理作業操作規程:水面供氣式潛水作業組,單組潛水作業應有四人組成,并備有全套應急潛水裝具和救助潛水員。雙組潛水作業可由八人組成,但不得少于七人。自攜式潛水作業組必須有4人組成一個組進行水下作業。潛水員、繩員、員、收放潛水膠管員(扯管員)必須由正式潛水作業人員操。
每個環節實際上都是重要的一步,確保人員生命財產的,水下打撈中,當出現突況時,對原本制定方案或計劃進行必要的做出與改變,這也是施工中常見的情形,以在打撈中隨機應變指揮人員必須具備的能力。
管道焊接鋼管采用焊接連接,鋼管焊接施工技術措施如下:焊接連接1、管材的控制1)、的合格。鋼管表面應無顯著銹蝕,無裂縫重皮和壓延等不良現象;不得有扭曲,損傷,不得有焊縫未焊透的現象;不得有機械損傷等。 首先破樁頭,是破樁頭。我們在導管法澆筑混凝土的時候上面的一部分由于和水,以強度其實是不合格的,需要破除掉。樁頭處理完成以后就可以做承臺了。

潛水員和備用潛水員必須始終與潛水主管直接聯系。要確保提供相關的水下封堵報告,并將這些報告連接到潛水員的監督和通信系統中; 水下封堵公司 水下封堵現場指揮必須能聽到潛水員和潛水監督之間的所有通信內容,并且可以直接與潛水監督溝通。 建立清晰的指揮和通信系統,對每個水下堵漏作業人員進行嚴格的培訓。 上面就是為您安排的水下封堵施工防護措施要求,有了這些體會,相信在以后的使用過程中會更加合理
水下冷切割法是利用某種器具或某種高能量,在金屬處于固態情況下直接破壞分子間的結合而形成切口的切割方法,如水下機械切割法、水下高壓水切割法等。 下潛速度限制在每分鐘15米內,作業水深12.5米內上升速度不得超過每分鐘8米。 潛水員: 1、員是下潛人員的主要聯系人,一般情況可兼配氣的操作。 2、下潛前在組長的領導下,對潛水裝備和器材進行檢查和準備,為下 潛人員著裝和卸裝。 3、潛水員下潛前,先進行試通話。確認潛水性能可靠,方可允許下潛。 4、作業時精力集中,嚴守崗位。認真收聽潛水員的問話、呼吸聲、排 氣聲和其他聲響。如有可疑情況,立即向組長報告。 5、傳達指令要送話清楚,簡明易懂,并監督執行情況。每隔 5-10 分 鐘詢問一次,禁止閑談。 6、通話工具禁止在潛水作業時間內做收音機使用。 
