


聯系我們

- 金屬成品天溝承接
- 裝配式建筑現貨直供輕鋼裝配式建造
- 310s不銹鋼板全國走貨
- 長沙輕鋼別墅值得信賴模塊化集成建筑
- 成品通風氣樓制造廠家
- 水泥壓力板本地經銷商
- 定做16mn厚壁無縫鋼管的基地
- 11型薄型通風天窗量大從優
- a通風天窗通風氣樓產品介紹
- 直角鋼管-自主研發
- 橫河壓力變送器-礦用電纜快速生產
- 多功能可定制宣傳欄燈箱 戶外宣傳欄燈箱 不銹鋼宣傳欄燈箱 太陽能宣傳欄燈箱 發光宣傳欄燈箱 垃圾分類宣傳欄燈箱 戶外防銹液壓宣傳欄燈箱 校園宣傳欄燈箱定制 文化長廊宣傳欄燈箱 核心價值觀宣傳欄燈箱 太陽能滾動宣傳欄燈箱 壁掛式宣傳欄燈箱 落地式宣傳欄燈箱 廠區宣傳欄燈箱 學校文化宣傳欄燈箱 小區公告宣傳欄燈箱 社區宣傳欄燈箱 街道宣傳欄燈箱 巷口宣傳欄燈箱實體大廠
- 300KW發電機出租含稅含運費提供電纜
- 商場精神堡壘雕塑上門服務
- 廠家的好處和積影響【鑫康】項目檔案保管密集架
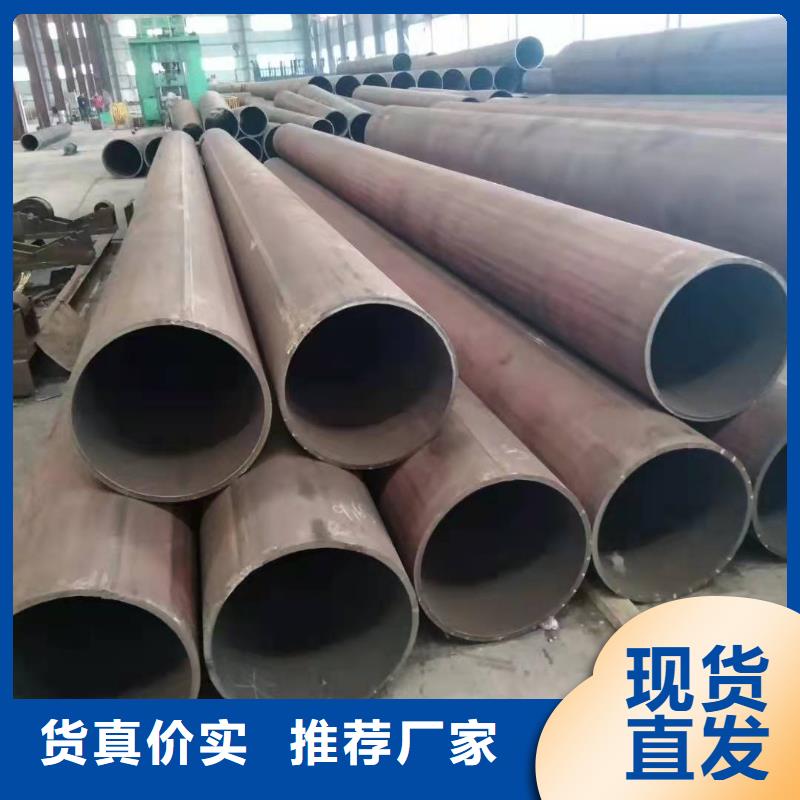
鋼板卷管一條縫的鋼管是直縫卷管嗎型號全
更新時間:2025-01-12 23:02:40 瀏覽次數:1 公司名稱:聊城 山特金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 批發 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 100 |
| 運費說明 | 電議 |
| 最小起訂 | 1支訂 |
| 質量等級 | 1級 |
| 是否廠家 | 生產廠 |
| 產品材質 | 235b等 |
| 產品品牌 | 山特金屬 |
| 產品規格 | 齊全 |
| 發貨城市 | 山東 |
| 產品產地 | 山東 |
| 加工定制 | 可加工 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 噸 |
| 產品顏色 | 碳黑 |
| 質保時間 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 適用領域 | 管道 |
| 是否進口 | 否 |
| 質量認證 | 3年 |
| 產品功率 | 32 |
| 工作溫度 | 常溫 |
| 公司品牌 | 山特金屬 |
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 橢圓度 | 正負3MM |
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
| 適用區域 | 電力 化工 設備 管道 電機殼等 |

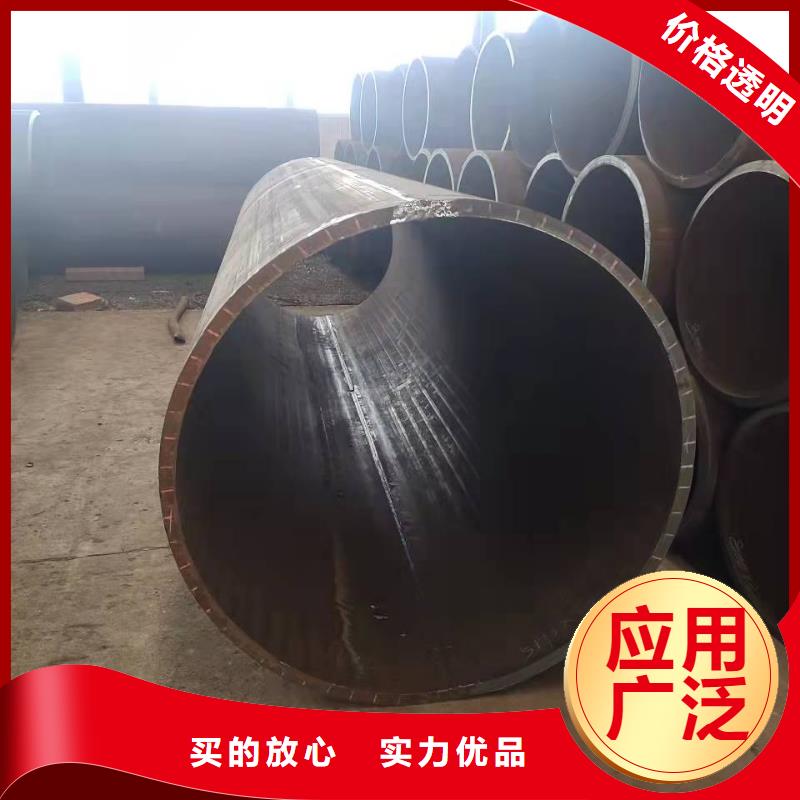







首先是將鋼板卷管由上游輥道進入矯直機入口輥道。當卷管頭部被入口輥道中間位置傳感元件感應到時,輥道減速。
其次是當卷管頭部被入口輥道末端位置傳感元件感應到時,入口輥道段下落,入口快開缸閉合延時開始計時。管頭進入入口矯直輥中間位置時,入口快開缸閉合,卷管被咬入,同時入口第二段輥道下落。
其次是通過快開缸延時的設定,管頭進入中間輥和出口輥中間位置時,中間輥、出口輥快開缸相繼閉合,卷管進入矯直過程。
其次是當管尾離開入口輥道中間位置傳感元件時,入口輥道 段上升。當管尾離開入口輥道末端位置傳感元件時,入口輥道第二段上升,同時通過快開缸延時的設定,管尾到達入口輥、中間輥和出口輥中間位置時,入口輥、中間輥、出口輥快開缸相繼打開。
公制焊管:規格用無縫管形式,用外徑*壁厚毫米表示的焊接鋼管,用普通碳素鋼、優質碳素鋼或普能低合金鋼的熱帶、冷帶焊接,或用熱帶焊接后再經冷撥方法制成。公制焊管分普能和薄壁、普通用作結構件,如傳動軸,或輸送流體,薄壁用來生產家具、燈具等,要保證鋼管強度和彎曲試驗。
鋼板卷管托輥管:用于帶式輸送機托輥電焊鋼管,一般用Q215、Q235A、B鋼及20鋼制造,直徑63.5-219.0mm。對管彎曲度、端面要與中心線垂直、橢圓度有一定要求,一般進行水壓和壓扁試驗。
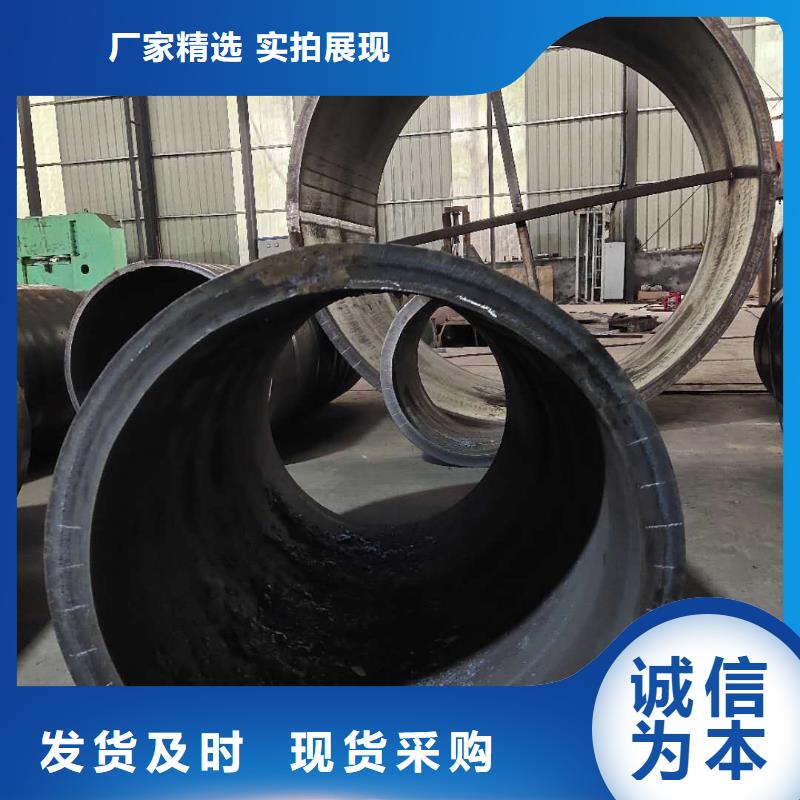
鋼板卷管的生產過程介紹:1.原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。2.帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼板卷管后采用自動埋弧焊補焊。3.成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4.采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。5.采用外控或內控輥式成型。6.采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。7.內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。8.焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。9.采用空氣等離子切割機將鋼板卷管切成單根。10.切成單根鋼板卷管后,每批鋼板卷管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼板卷管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。11.焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。12.帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。13.每根鋼板卷管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼板卷管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。
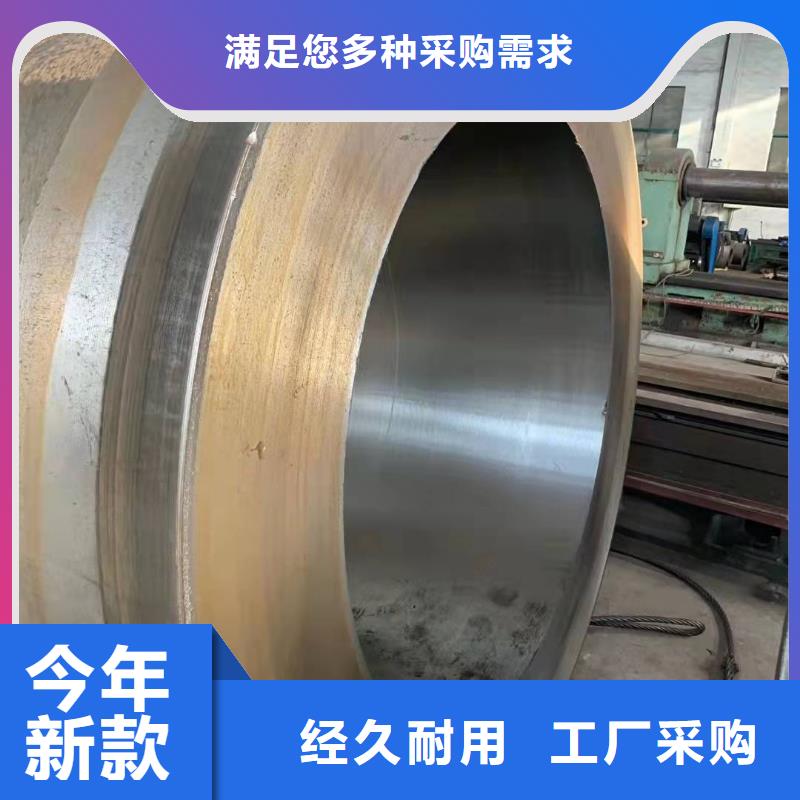
鋼板卷筒筒體的制作方法
技術領域:
本實用新型涉及一種鋼板卷筒筒體,屬于卷筒制造領域,當長度a和深度d均在50mm內時,在裂紋的兩端各延長15mm,連同裂紋起用鏟削、電弧氣刨、砂輪打磨等方法加工成坡口,再用Φ3.2的低氫型焊條補焊,并修磨平整;當其深度d大于50mm或累計長度超過板寬的20%時,除按上述方法處理外,還應在板面上開槽或鉆孔,增加塞焊。在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊