

云海旭金屬材料有限公司
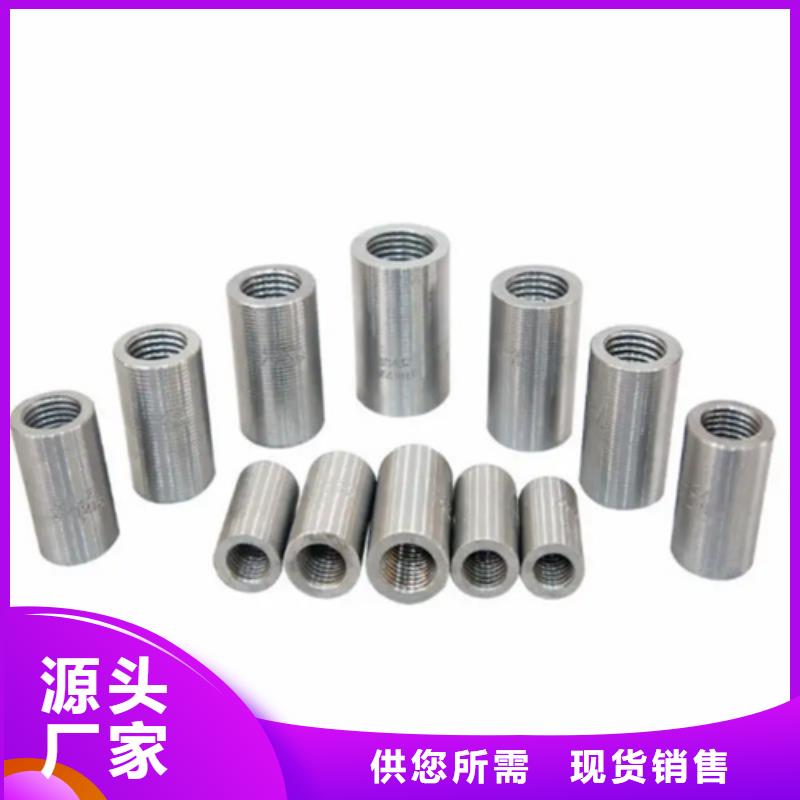
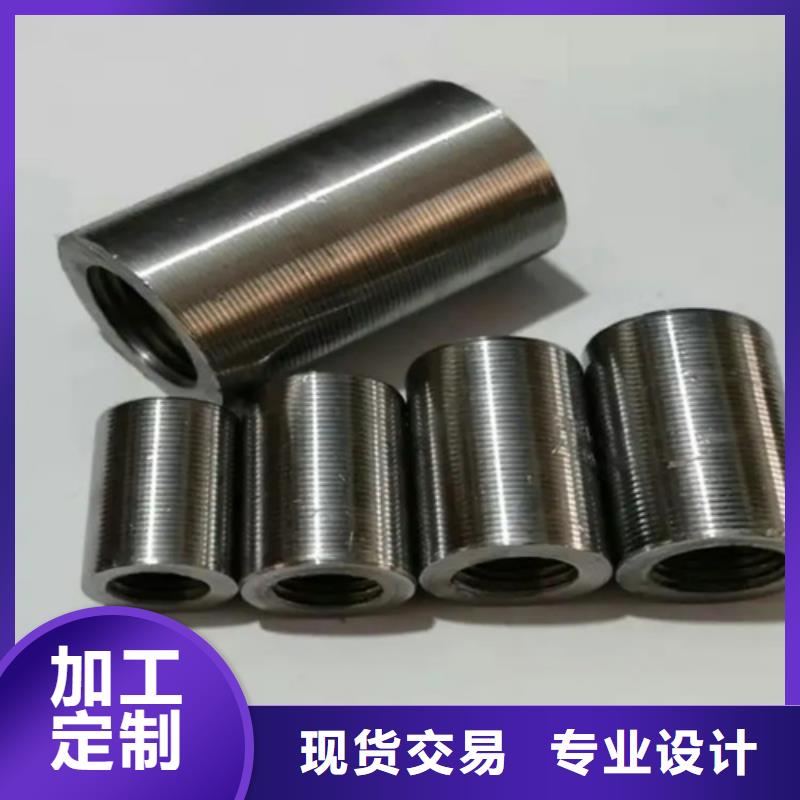
套筒-22新標準(32.5*49)套筒質量過硬") 筋套筒的工藝標準:1、選用世界45號鋼材,特別制作工藝,尺度精度高,質量牢靠。2、可銜接Ф16-Ф40mm的HRB335級和HRB400級帶肋鋼筋。3、通過 建筑工程質量監督檢驗中心檢測,達到JGJ107-2010中的I級接頭標準。4、標準型、正反絲扣型、異徑型三大系列,五十二個種類,能滿足建筑結構中橫向、豎向、斜向等部位的同徑、異徑及可調長度和方向的連接鋼筋需求。使用鋼筋套筒連接注意事項:1、必須用精度±5%的力矩扳手擰緊接頭,且要求每半年用扭力儀檢定力矩扳手一次。鋼筋應先調直再下料。滾絲機切斷端面應與鋼筋軸線筆直,不得有馬蹄形或撓曲。2、加工的鋼筋錐螺紋絲頭的錐度、牙形、螺距等必須與銜接套的錐度、牙形、螺距相一致,且經配套的量規檢測合格,加工鋼筋錐螺紋時,應選用水溶液切削潤滑液。3、銜接鋼筋時,應對正軸線將鋼筋擰入銜接套,然后用力矩扳手擰緊,選用預埋接頭時,銜接套的方位、標準和數量應符合設計要求。銜接套的外露端應有密封蓋。
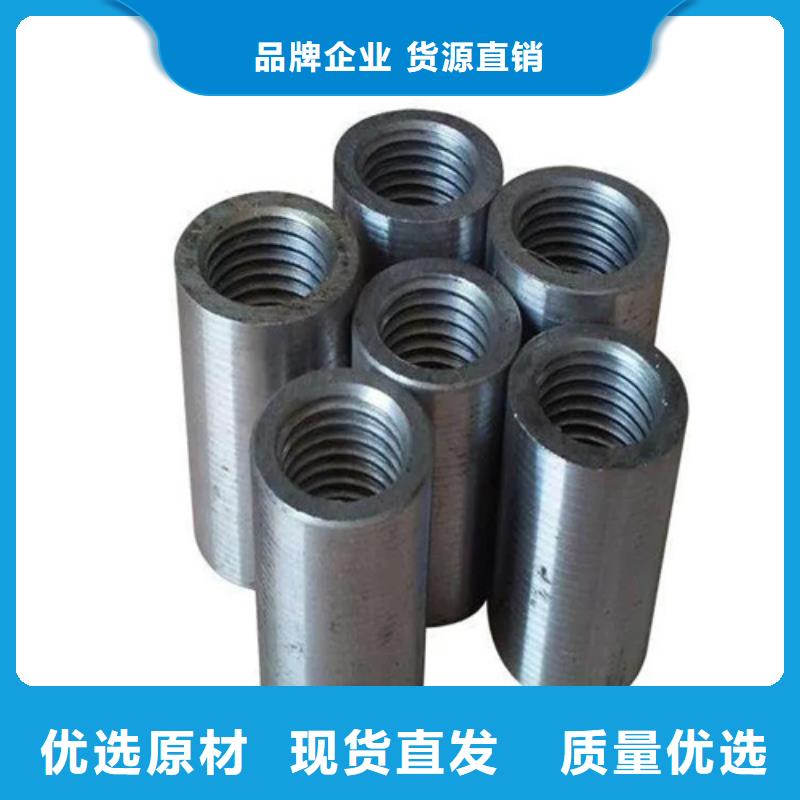
一個十分顯著的劣勢,那就是一般的鋼管,對于使用的環境,有著一定的要求。比如說在一些鍋爐、以及焚燒室當中,都需求管道體系,將燃料運送進去。而在這些地方,由于燃料的焚燒,溫度會十分的高。即使鋼管本身,熔點就比較的高,也有或許無法,適應如此高的溫度。一旦使用環境中的溫度,簡直達到了,管道所接受的極限,那管道的使用功能,就會大幅度的下降。鋼筋連接套筒的作用應用性很強的。鋼筋套筒工藝操作要點和質量要求:1)鋼筋螺紋加工:①加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經配套的量規檢查合格。②加工鋼筋螺紋時,應采用水溶性切削潤滑液;當溫度低于0℃時,應摻入15%—20%亞硝酸鈉,不得用機油做潤滑液或不加潤滑液套絲。③操作人員應逐個檢查鋼筋絲頭的外觀質量并做出操作者標記。④經自檢合格的鋼筋絲頭,應對每種規格加工量隨機抽檢10%,且不少于10個,如有一個不合格,即對該加工批全數檢查,不合格絲頭應重加工,經再次檢驗合格后可使用。⑤已檢驗合格的絲頭,應加以保護戴上保護帽,并按規格分類整齊待用。
筋套筒的工藝標準:1、選用世界45號鋼材,特別制作工藝,尺度精度高,質量牢靠。2、可銜接Ф16-Ф40mm的HRB335級和HRB400級帶肋鋼筋。3、通過 建筑工程質量監督檢驗中心檢測,達到JGJ107-2010中的I級接頭標準。4、標準型、正反絲扣型、異徑型三大系列,五十二個種類,能滿足建筑結構中橫向、豎向、斜向等部位的同徑、異徑及可調長度和方向的連接鋼筋需求。使用鋼筋套筒連接注意事項:1、必須用精度±5%的力矩扳手擰緊接頭,且要求每半年用扭力儀檢定力矩扳手一次。鋼筋應先調直再下料。滾絲機切斷端面應與鋼筋軸線筆直,不得有馬蹄形或撓曲。2、加工的鋼筋錐螺紋絲頭的錐度、牙形、螺距等必須與銜接套的錐度、牙形、螺距相一致,且經配套的量規檢測合格,加工鋼筋錐螺紋時,應選用水溶液切削潤滑液。3、銜接鋼筋時,應對正軸線將鋼筋擰入銜接套,然后用力矩扳手擰緊,選用預埋接頭時,銜接套的方位、標準和數量應符合設計要求。銜接套的外露端應有密封蓋。
一個十分顯著的劣勢,那就是一般的鋼管,對于使用的環境,有著一定的要求。比如說在一些鍋爐、以及焚燒室當中,都需求管道體系,將燃料運送進去。而在這些地方,由于燃料的焚燒,溫度會十分的高。即使鋼管本身,熔點就比較的高,也有或許無法,適應如此高的溫度。一旦使用環境中的溫度,簡直達到了,管道所接受的極限,那管道的使用功能,就會大幅度的下降。鋼筋連接套筒的作用應用性很強的。鋼筋套筒工藝操作要點和質量要求:1)鋼筋螺紋加工:①加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經配套的量規檢查合格。②加工鋼筋螺紋時,應采用水溶性切削潤滑液;當溫度低于0℃時,應摻入15%—20%亞硝酸鈉,不得用機油做潤滑液或不加潤滑液套絲。③操作人員應逐個檢查鋼筋絲頭的外觀質量并做出操作者標記。④經自檢合格的鋼筋絲頭,應對每種規格加工量隨機抽檢10%,且不少于10個,如有一個不合格,即對該加工批全數檢查,不合格絲頭應重加工,經再次檢驗合格后可使用。⑤已檢驗合格的絲頭,應加以保護戴上保護帽,并按規格分類整齊待用。
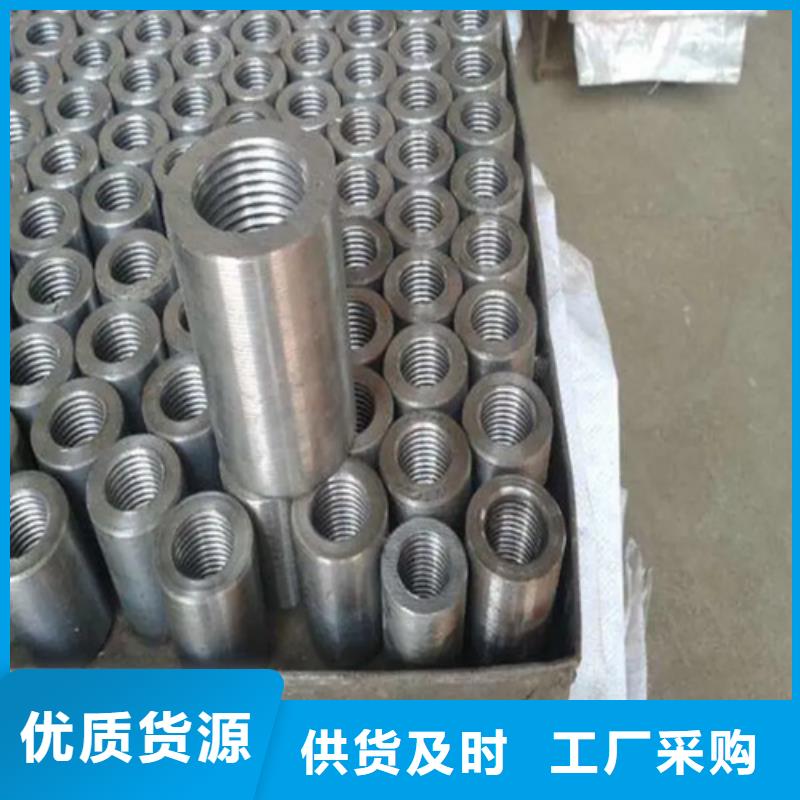
套筒-22新標準(32.5*49)套筒質量過硬") 鋼筋套筒連接如有一個試件不符合要求現場檢驗包括外觀檢驗和接頭單向拉伸試驗.1、外觀檢驗(1)錐螺紋的外觀檢驗隨機抽取同規格接頭數鋼筋連接套筒的10%應滿足鋼筋與連接套的規格一致接頭絲扣無完整絲扣外露要求錐螺紋接頭應作力矩扳手檢驗梁柱構件按接頭數的15%鋼筋連接且每個構件的抽驗數不鋼筋連接套筒得少于一個接頭基礎墻、板構件按各自接頭數每100個接頭作為一個驗收批不足100個也作為一個驗收批每批抽驗3個接頭.鋼筋連接每批接頭應全部合格如果有一個不合格則該驗收批應全數檢查對達不到鋼筋連接套筒合格要求的鋼筋直螺紋連接套筒應進行補強如;接頭松動或鋼筋連接套筒達不到型式檢驗報告要求的力矩值絲扣外露不符合錐螺紋和直螺紋連接要求等.鋼筋連接連接件接頭要及時填寫接頭質量檢查記錄.
鋼筋套筒連接如有一個試件不符合要求現場檢驗包括外觀檢驗和接頭單向拉伸試驗.1、外觀檢驗(1)錐螺紋的外觀檢驗隨機抽取同規格接頭數鋼筋連接套筒的10%應滿足鋼筋與連接套的規格一致接頭絲扣無完整絲扣外露要求錐螺紋接頭應作力矩扳手檢驗梁柱構件按接頭數的15%鋼筋連接且每個構件的抽驗數不鋼筋連接套筒得少于一個接頭基礎墻、板構件按各自接頭數每100個接頭作為一個驗收批不足100個也作為一個驗收批每批抽驗3個接頭.鋼筋連接每批接頭應全部合格如果有一個不合格則該驗收批應全數檢查對達不到鋼筋連接套筒合格要求的鋼筋直螺紋連接套筒應進行補強如;接頭松動或鋼筋連接套筒達不到型式檢驗報告要求的力矩值絲扣外露不符合錐螺紋和直螺紋連接要求等.鋼筋連接連接件接頭要及時填寫接頭質量檢查記錄.
套筒-22新標準(32.5*49)套筒質量過硬")
套筒-22新標準(32.5*49)套筒質量過硬")
套筒-22新標準(32.5*49)套筒質量過硬")
