
五指山市20#精密管 <海南>金帝鋼管
精密鋼管在深孔珩磨與擠壓,其實我們都知道珩磨要在低的切割速度下,對工件表面進行光整加工的一種方法,是磨削的一種特別形式,當然也是一種比較率的一種機型加工工藝,它可以進步工藝尺寸和幾何外形精密以及降低工件表面粗糙度,從而廣泛與內孔的光整加工。精密鋼管珩磨管珩磨加工的特點:加工精度高,珩磨后圓度可達0.0005~0.005mm,尺寸精度可達0.005~0.025mm,表面粗糙度可達Ra0.4~0.05μm,而且無燒傷、嵌砂和裂紋;珩磨主要用于加工孔,適用于加工長徑比大于10的深孔,還可以適用于其它成形加工(球面、平面、外圓等)。珩磨孔的直徑為Φ1~Φ1200mm,長度可達12000mm。幾乎所有的材料均可以進行珩磨;珩磨后的表面紋理,有利于油膜的形成,而使工件使用壽命增長;珩磨對機床的精度要求低,工人勞動強度低,可適用普通機床(車、銑、鏜、鉆床)加工高精度的孔。精密鋼管珩磨管的珩磨頭:深孔珩磨頭有以下幾種,如圖20~21。珩磨頭的結構形式,根據不同的需要有很多種,如有珩磨小孔、大孔、錐孔、盲孔和臺階孔。從擴張力分有定壓的、手動擴張的。


精密鋼管熱處理工藝流程真空退火優質彈簧鋼、工具鋼、精密鋼管的絲材,不銹鋼制品及鈦合金材,作光亮退火均可采用真空處理。退火溫度愈低,則要求真空度愈高。為防止鉻的蒸發及加速熱傳導,一般采用載氣加熱(保溫)法,并注意對不銹鋼和鈦合金不宜用氮而應采用氬氣。熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。

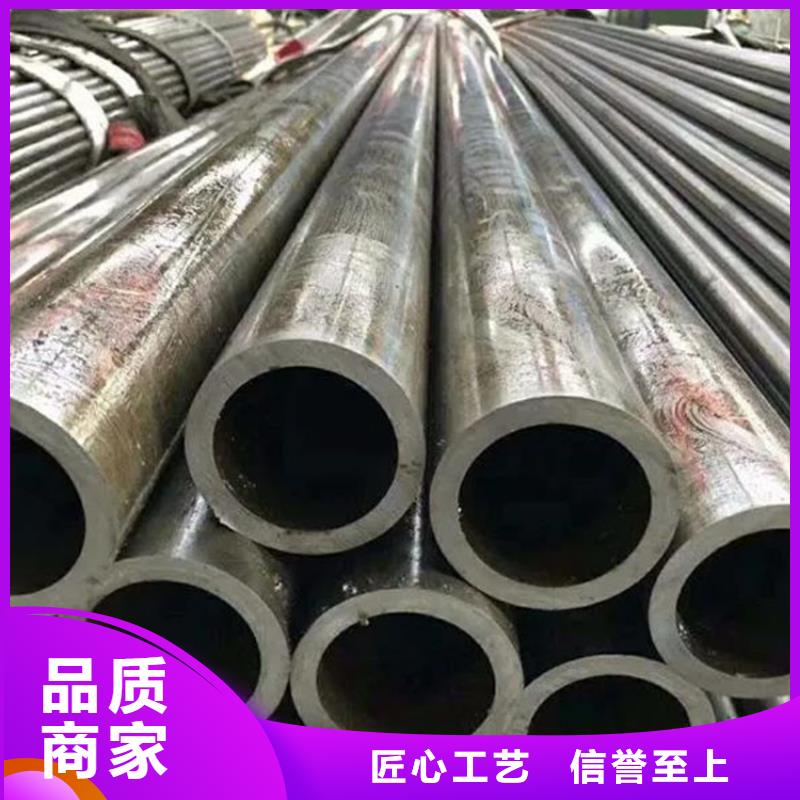
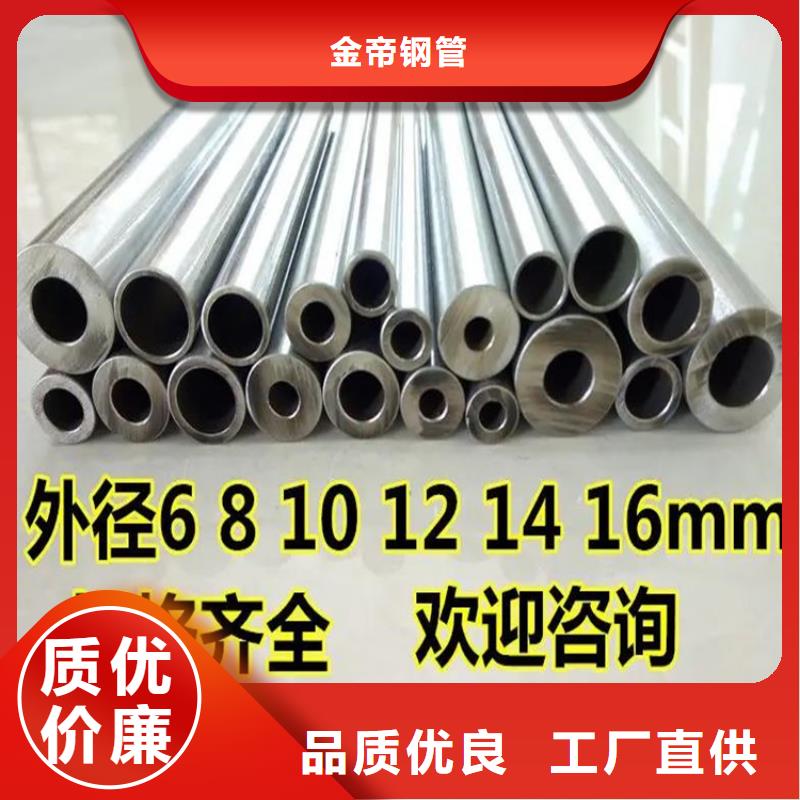
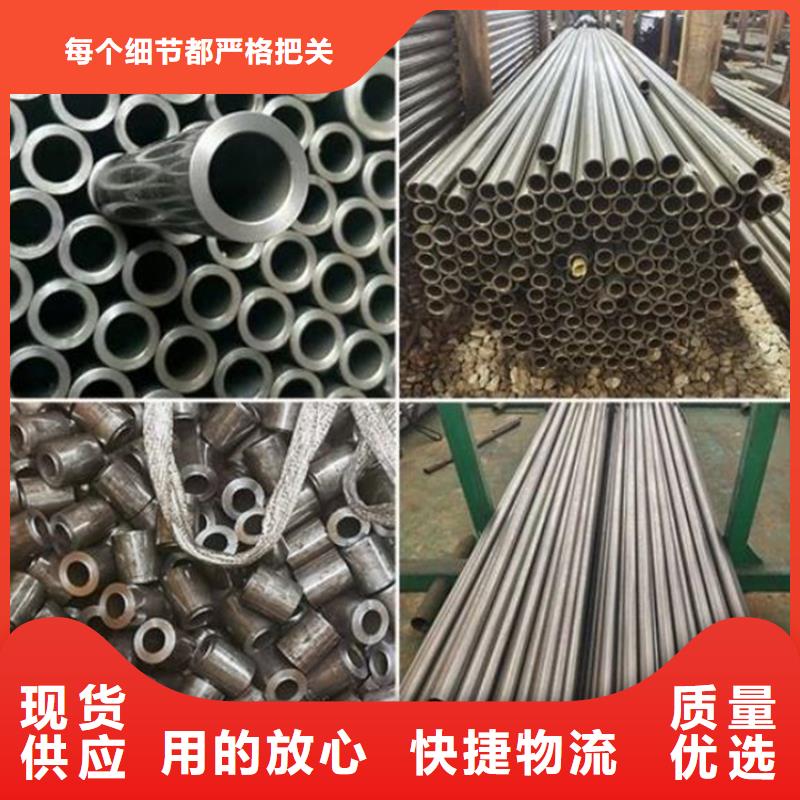
精密鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。精密鋼管的規格用外徑*壁厚毫米數表示。精密管分熱軋和冷軋(撥)精密鋼管兩類。熱軋精密鋼管分一般精密鋼管,低、中壓鍋爐精密鋼管,高壓鍋爐精密鋼管、合金精密鋼管、不銹精密鋼管、石油裂化管、地質精密鋼管和其它精密鋼管等。冷軋(撥)精密鋼管除分一般精密鋼管、低中壓鍋爐精密鋼管、高壓鍋爐精密鋼管、合金精密鋼管、不銹精密鋼管、石油裂化管、其它精密鋼管外,還包括碳素薄壁精密鋼管、合金薄壁精密鋼管、不銹薄壁精密鋼管、異型精密鋼管。熱軋無縫管外徑一般大于32mm,壁厚2.5-75mm,冷軋精密鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
 五指山市20#精密管
五指山市20#精密管

