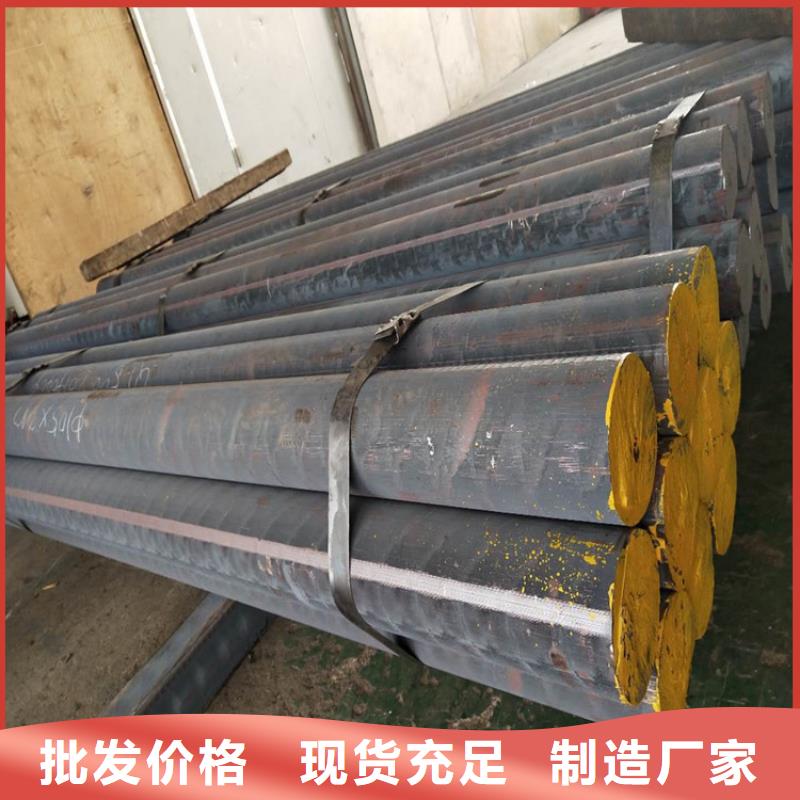
以下是:qt500-7球鐵鑄鐵圓棒價格優(yōu)惠的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 5.6元/kg |
|---|
| 發(fā)貨期限 | 當(dāng)天發(fā)貨 |
|---|
| 供貨總量 | 88888 |
|---|
| 運(yùn)費(fèi)說明 | 議定 |
|---|
| 最小起訂 | 5 |
|---|
| 質(zhì)量等級 | 國標(biāo) |
|---|
| 是否廠家 | 廠家 |
|---|
| 產(chǎn)品材質(zhì) | 鑄鐵棒 |
|---|
| 產(chǎn)品品牌 | 億錦 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 山東 |
|---|
| 產(chǎn)品名稱: | 鑄鐵型材 |
|---|
| 生產(chǎn)工藝: | 水平連鑄 |
|---|
| 產(chǎn)品優(yōu)勢: | 無氣孔/無砂眼 |
|---|
| 產(chǎn)品用途: | 機(jī)械加工/精密制造 |
|---|
| 產(chǎn)品價格: | 5.6元/公斤 |
|---|
導(dǎo)讀 您是想要在遼寧省采購高質(zhì)量的qt500-7球鐵鑄鐵圓棒價格優(yōu)惠產(chǎn)品嗎?億錦天澤鋼鐵有限公司是您的不二之選!我們致力于提供品質(zhì)保證、價格優(yōu)惠的qt500-7球鐵鑄鐵圓棒價格優(yōu)惠產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:邢濤-18954456733,QQ:1799311315,地址:《聊城開發(fā)區(qū)鳳凰工業(yè)園發(fā)貨到遼寧省 沈陽市、大連市、鞍山市、撫順市、本溪市、丹東市、錦州市、營口市、阜新市、遼陽市、盤錦市、鐵嶺市、朝陽市、葫蘆島市》。 遼寧省 遼寧省,簡稱“遼”,取遼河流域永遠(yuǎn)安寧之意而得其名,是中華人民共和國省級行政區(qū),省會沈陽市;位于東北地區(qū)南部,南瀕黃海、渤海二海,西南與河北省接壤,西北與內(nèi)蒙古自治區(qū)毗連,東北與吉林省為鄰,東南以鴨綠江為界與朝鮮隔江相望;地勢大致為自北向南,自東西兩側(cè)向中部傾斜,屬溫帶季風(fēng)氣候;截至2022年,全省轄14個地級市,總面積14.86萬平方千米,全省常住人口4197萬人。
根據(jù)水平連鑄工藝流程設(shè)計球墨鑄鐵型材鑄造工藝CAD系統(tǒng)的總體方案,包括系統(tǒng)結(jié)構(gòu)設(shè)計、數(shù)據(jù)庫設(shè)計和功能設(shè)計,詳細(xì)介紹各功能模塊(系統(tǒng)初始化模塊、工藝參數(shù)模塊、冒口系統(tǒng)模塊、冷鐵系統(tǒng)模塊及澆注系統(tǒng)模塊)的設(shè)計理論和開發(fā)流程。鑄鐵型材在重工業(yè)中需求量大,被廣泛應(yīng)用于交通運(yùn)輸、機(jī)床、印刷、農(nóng)業(yè)機(jī)械等支柱行業(yè)。拉坯工藝參數(shù)設(shè)置是鑄鐵型材生產(chǎn)中的關(guān)鍵環(huán)節(jié),設(shè)置不合理會導(dǎo)致拉漏、拉斷等生產(chǎn)事故和產(chǎn)生表面裂紋等鑄造缺陷。現(xiàn)有鑄鐵型材生產(chǎn)企業(yè)拉坯工藝參數(shù)控制技術(shù)參差不齊,尚無完整的理論體系。剛開始生產(chǎn)鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結(jié)晶器的停留時間過長,導(dǎo)致在扁平方向上鑄鐵型材頂部略微向下凹,當(dāng)拉拔參數(shù)調(diào)整合適時,下凹及鼓肚現(xiàn)象基本消失。反弧度法工藝制各的鑄鐵型材組織更為均勻,力學(xué)性能更為優(yōu)良。與實(shí)施反弧度法之前的鑄鐵型材相比,實(shí)施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強(qiáng)度指標(biāo)高于鑄鐵型材標(biāo)準(zhǔn)(JBT10854-2008水平連續(xù)鑄造鑄鐵型材) 性能要求。同時,伸長率指標(biāo)均超過LZQT500-7規(guī)定的指標(biāo)。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強(qiáng)度高于未實(shí)施反弧度法試樣的抗拉強(qiáng)度。消失模涂料為獲得表面高質(zhì)量的水平連鑄鑄鐵型材扮演著重要的角色,是水平連鑄中必要環(huán)節(jié)。對于消失模鑄鐵型材的生產(chǎn),要求涂料的配方和性能滿足實(shí)際需求,不然鑄鐵型材會發(fā)生氣孔、夾砂等缺點(diǎn),致使生產(chǎn)出的鑄鐵型材質(zhì)量差以及合格率低。因而研發(fā)一種的新涂料,來滿足鑄鐵型材生產(chǎn)的需求。
惠")
惠")
遼寧qt500-7球鐵鑄鐵圓棒價格優(yōu)惠
球化處理溫度是球化處理過程中的一種重要工藝參數(shù),球化處理溫度的波動對鎂的吸收率有著重要的影響。球化處理溫度過高或過低,鎂的吸收率都會降低,造成球化不良,球鐵的綜合性能和生產(chǎn)穩(wěn)定性降低,給產(chǎn)品質(zhì)量帶來波動,增加廢品率,降低綜合經(jīng)濟(jì)效益。球化處理是球鐵生產(chǎn)的重要環(huán)節(jié)之球化方法的選用對球鐵性能有著重要的影響因此需要尋求佳的球化處理溫度范圍。
對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實(shí)現(xiàn)的,通過實(shí)施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。但由于在率次實(shí)驗過程中,剛開始生產(chǎn)鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結(jié)晶器的停留時間過長,導(dǎo)致在扁平方向上鑄鐵型材頂部略微向下凹,當(dāng)拉拔參數(shù)調(diào)整合適時,下凹及鼓肚現(xiàn)象基本消失。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強(qiáng)度高于未實(shí)施反弧度法試樣的抗拉強(qiáng)度。
發(fā)達(dá)的初生奧氏體枝晶和枝晶聞分布的細(xì)小 的D型石墨。 度差僅為Hl≥±15。 (3)試驗所得的小直徑鑄鐵型材的抗拉強(qiáng)度均在320MPa以上,力學(xué)性能良好。 (4)從拉伸斷囂可以得出:奧氏體技晶在鑄鐵型謄孝的斷裂過程中主要表現(xiàn)為阻止裂紋 擴(kuò)展的作用,增加斷裂所需的能量,提高鑄鐵型材的強(qiáng)度。 (5)對小直徑鑄鐵型材的組織及斷裂行為分析表明:發(fā)達(dá)的初塵奧氏體技晶呈框架結(jié) 構(gòu)分布:枝晶間的D型石墨在高倍電鏡下觀察石墨的形狀近似里蠕蟲狀或狀。
惠")
惠")
總結(jié) 今年在遼寧省購買qt500-7球鐵鑄鐵圓棒價格優(yōu)惠有了新選擇,億錦天澤鋼鐵有限公司始終堅守以用戶為中心的服務(wù)理念,將品質(zhì)作為發(fā)展的基石。廠家直銷,確保為您提供價格實(shí)惠且品質(zhì)卓越的qt500-7球鐵鑄鐵圓棒價格優(yōu)惠產(chǎn)品。如需購買或咨詢,請隨時聯(lián)系我們,聯(lián)系人:邢濤-18954456733,QQ:1799311315,地址:開發(fā)區(qū)鳳凰工業(yè)園。
板生產(chǎn)廠家廠家直銷")
板生產(chǎn)廠家品質(zhì)保障")
板生產(chǎn)廠家售后無憂")