以下是:滾壓管,絎磨管追求細(xì)節(jié)品質(zhì)的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 5000/噸 |
|---|
| 發(fā)貨期限 | 24小時(shí) |
|---|
| 供貨總量 | 不限 |
|---|
| 運(yùn)費(fèi)說明 | 電議 |
|---|
| 小起訂 | 1公斤 |
|---|
| 質(zhì)量等級 | |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20#/45#/16Mn |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 產(chǎn)品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 定制 |
|---|
| 產(chǎn)品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品重量 | 過磅 |
|---|
| 產(chǎn)品顏色 | 有色金屬 |
|---|
| 質(zhì)保時(shí)間 | 1個(gè)月 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領(lǐng)域 | 機(jī)械加工/液壓 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 質(zhì)量認(rèn)證 | |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/Q345B/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工 |
|---|
以下是:滾壓管,絎磨管追求細(xì)節(jié)品質(zhì)的圖文視頻
滾壓管,絎磨管追求細(xì)節(jié)品質(zhì),液壓機(jī)械有限公司(萊蕪分公司)專業(yè)從事滾壓管,絎磨管追求細(xì)節(jié)品質(zhì),聯(lián)系人:高經(jīng)理,電話:17706353138、17706353138,QQ:3573482096,發(fā)貨地:遼河路燕山路交叉口南500米東首,以下是滾壓管,絎磨管追求細(xì)節(jié)品質(zhì)的詳細(xì)頁面。 山東省,萊蕪市 2017年,萊蕪市實(shí)現(xiàn)生產(chǎn)總值896.02億元,按可比價(jià)格計(jì)算,比2016年增長7.2%。
滾壓管,絎磨管追求細(xì)節(jié)品質(zhì)產(chǎn)品的真實(shí)面貌,遠(yuǎn)比文字描述來得豐富和生動(dòng)。點(diǎn)擊觀看我們的視頻,讓產(chǎn)品自己為您講述它的故事。
以下是:滾壓管,絎磨管追求細(xì)節(jié)品質(zhì)的圖文介紹
液壓機(jī)械有限公司(萊蕪分公司)投入大量資源拓展研發(fā)團(tuán)隊(duì),實(shí)現(xiàn) 液壓油缸管從研發(fā)到生產(chǎn),以及 液壓油缸管的服務(wù)。我們提供各種創(chuàng)新,高質(zhì)量,具有成本效益的可持續(xù) 液壓油缸管產(chǎn)品以及服務(wù),以滿足不同地區(qū)不同場景的特定需求。
節(jié)品質(zhì)")
節(jié)品質(zhì)")
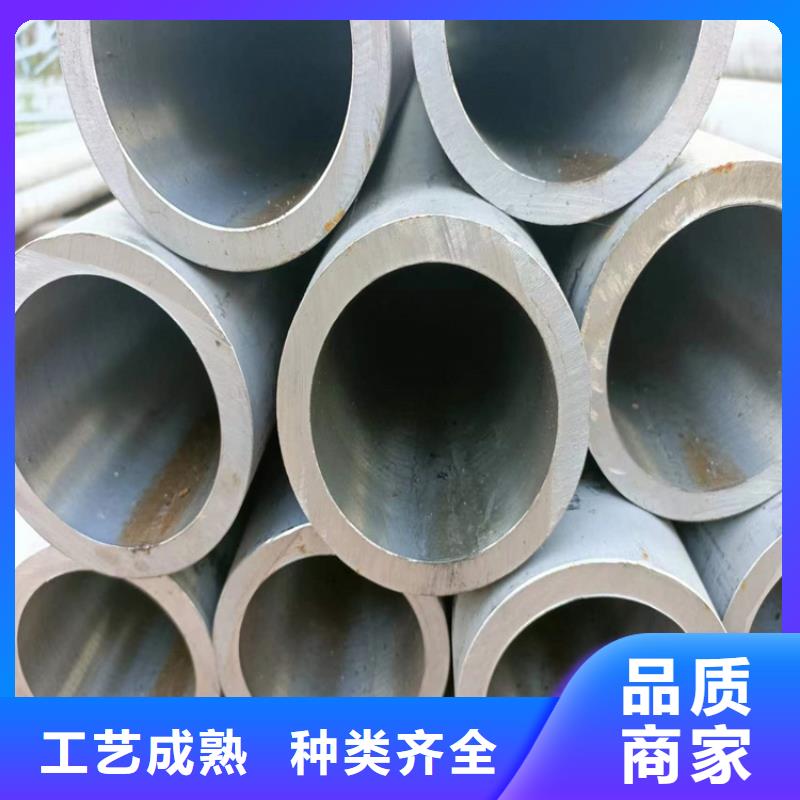
珩磨管油缸管絎磨管怎么防止珩磨管淬火裂紋? 珩磨管淬火裂紋 珩磨管淬火工藝主要用于鋼件,是將鋼加熱到臨界溫度Ac3(亞共析鋼)或Ac1(過共析鋼)以上溫度,保溫一段時(shí)間,使之全部或部分奧氏體化,然后以大于臨界冷卻速度的冷速快冷到Ms(馬氏體轉(zhuǎn)變起始溫度)以下(或Ms附近等溫)進(jìn)行馬氏體(或貝氏體)轉(zhuǎn)變的熱處理工藝。 珩磨管淬火裂紋是指在珩磨管淬火過程中或在珩磨管淬火后的室溫放置過程中產(chǎn)生的裂紋,后者又叫時(shí)效裂紋。裂紋的分布沒有一定的規(guī)律,但一般容易在工件的尖角、截面突變處形成。造成珩磨管淬火開裂的根本原因是拉應(yīng)力超過材料的斷裂強(qiáng)度,或者雖未超過材料的斷裂強(qiáng)度,但材料由于存在內(nèi)部缺陷也會(huì)發(fā)生開裂。造成珩磨管淬火開裂的具體原因很多,分析時(shí)應(yīng)根據(jù)裂紋特征加以區(qū)分。滾壓管
節(jié)品質(zhì)")
節(jié)品質(zhì)")
節(jié)品質(zhì)")
珩磨管油缸管絎磨管鋼材不同,珩磨管淬火裂紋發(fā)生的幾率也不同。一般說,鋼材含碳量越高或Cr、Mo含量越高,越容易發(fā)生淬裂。下圖表示水淬時(shí)淬裂傾向與鋼的化學(xué)成分的關(guān)系。圖中所示指數(shù)的負(fù)值越高,即為淬裂傾向越大。由于各種鋼材的淬裂傾向不同,在設(shè)計(jì)零件時(shí)應(yīng)根據(jù)性能要求,根據(jù)淬透性和脆硬性,從工藝和經(jīng)濟(jì)等角度綜合分析和選擇鋼材。化學(xué)成分與淬裂的關(guān)系(水淬)3.2 珩磨管淬火零部件 機(jī)械零件的設(shè)計(jì)往往主要考慮材料的力學(xué)性能而忽略熱處理工藝性能。有些零件從材料強(qiáng)度上看可能很合理,但從熱處理工藝角度分析,其形狀尺寸可能是不適當(dāng)?shù)摹榱朔乐沽慵阽衲ス艽慊鸺崩渲虚_裂,應(yīng)設(shè)法使其均熱均冷,均縮均脹。為此,在零件設(shè)計(jì)中要注意兩點(diǎn):(1)斷面要均勻;(2)沒有缺口效應(yīng)。良好的設(shè)計(jì)要求截面厚度均勻、形狀對稱、平滑過渡和加開工藝孔。對于形狀復(fù)雜、尺寸較大(大于400mm)的大型凹模及薄而長的凸模,應(yīng)采用分離鑲拼結(jié)構(gòu),變繁為簡,化大為小,變模具內(nèi)表面為外表面,既便于冷熱加工,又可以有效降低淬裂傾向,提高產(chǎn)品合格率。滾壓管
節(jié)品質(zhì)")
節(jié)品質(zhì)")
節(jié)品質(zhì)")
珩磨管油缸管絎磨管珩磨管淬火冷卻的影響在珩磨管淬火冷卻時(shí),在兩個(gè)溫度范圍內(nèi)必須注意控制冷卻速度。其中一個(gè)區(qū)域是為了完全珩磨管淬火硬化而需要快冷的臨界區(qū)域,為了使零件淬硬,在臨界區(qū)應(yīng)當(dāng)急冷。另一個(gè)區(qū)域是容易產(chǎn)生珩磨管淬火裂紋的低溫區(qū),在MS點(diǎn)溫度以下,在這個(gè)溫度區(qū)間發(fā)生奧氏體向馬氏體的轉(zhuǎn)變,體積膨脹,產(chǎn)生第二類畸變、第二類應(yīng)力及宏觀熱處理應(yīng)力,可能導(dǎo)致珩磨管淬火裂紋,因此稱危險(xiǎn)區(qū)。在危險(xiǎn)區(qū)應(yīng)當(dāng)盡量慢冷,以緩和珩磨管淬火內(nèi)應(yīng)力。珩磨管淬火臨界區(qū)和危險(xiǎn)區(qū)示意圖 珩磨管淬火后加工處理零部件珩磨管淬火后多進(jìn)行加工處理。按加工處理的性質(zhì)可分為熱加工、機(jī)械加工和化學(xué)加工三類,以及它們的綜合應(yīng)用。淬后加工處理導(dǎo)致形成裂紋的過程是一個(gè)珩磨管淬火宏觀、微觀內(nèi)應(yīng)力和顯微裂紋與淬后加工過程中出現(xiàn)的負(fù)荷應(yīng)力或內(nèi)應(yīng)力之間發(fā)生相互作用的過程。滾壓管
節(jié)品質(zhì)")
節(jié)品質(zhì)")
節(jié)品質(zhì)")
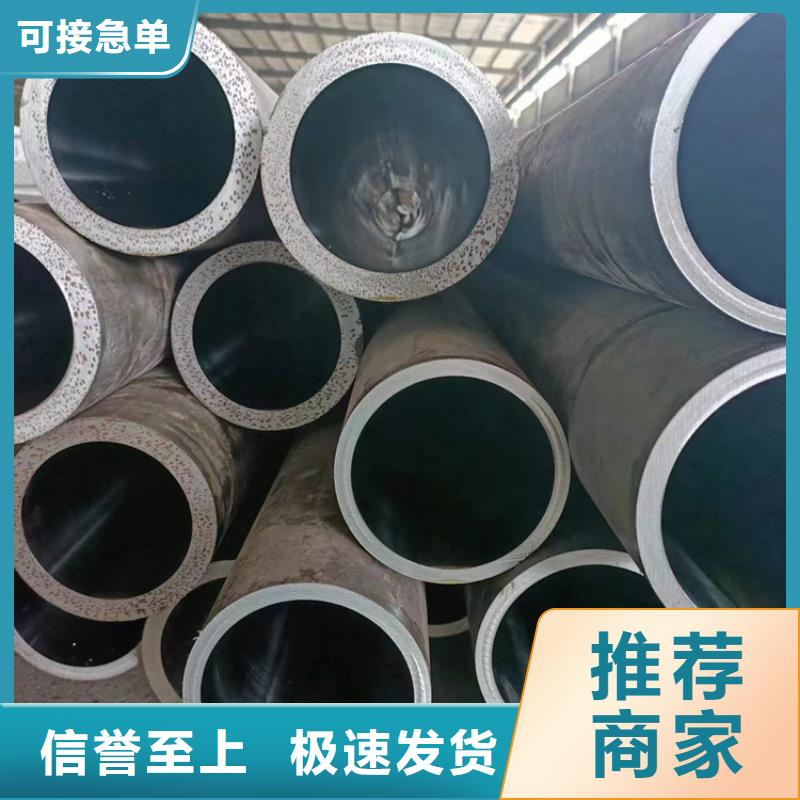
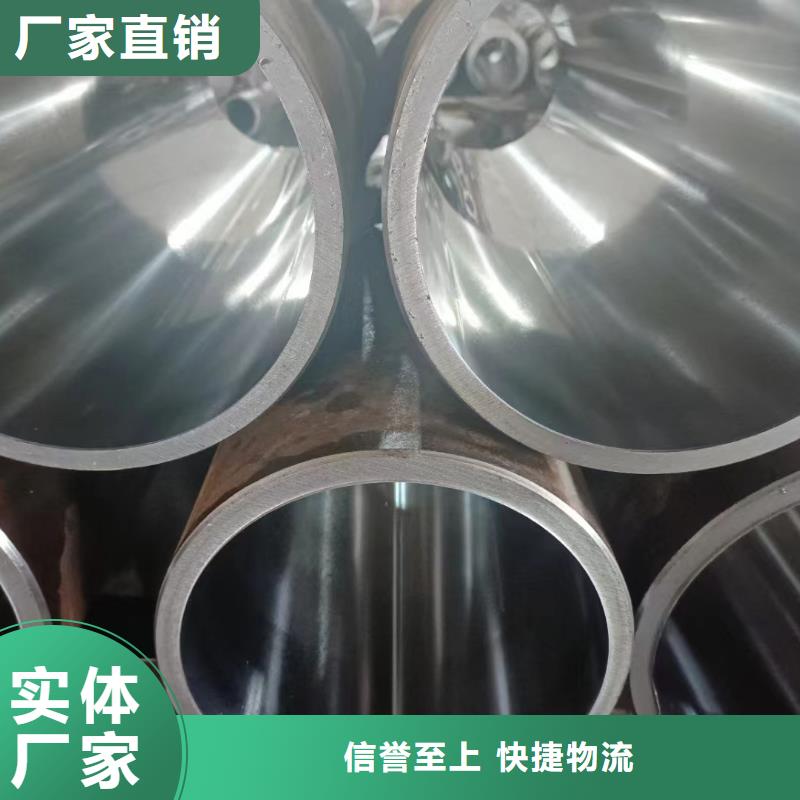
珩磨管油缸管絎磨管1、油缸管采用45#鋼制作,表面鍍鉻,φ50mm×770mm部分經(jīng)調(diào)質(zhì)處理。表面滲氮后,芯部硬度為28~32hrc,表面滲氮層深度為0.2~0.3mm,表面硬度為62~65hrc。這樣,精密油缸鋼管不僅具有一定的韌性,而且具有良好的耐磨性。2、油缸管正常使用時(shí)承受交變載荷,φ50mm×770mm處密封該設(shè)備來回摩擦其表面,因此需要高硬度絎磨管是一種通過冷拔或熱軋?zhí)幚砗蟮囊环N高精密的鋼管材料。絎磨管是一種壓力光整加工,是利用金屬在常溫狀態(tài)的冷塑性特點(diǎn),利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產(chǎn)生塑性流動(dòng),填入到原始?xì)埩舻牡桶疾ü戎校_(dá)到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細(xì),形成致密的纖維狀,并形成殘余應(yīng)力層,硬度和強(qiáng)度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。滾壓管
選購滾壓管,絎磨管追求細(xì)節(jié)品質(zhì)來山東省萊蕪市找液壓機(jī)械有限公司(萊蕪分公司),我們是廠家直銷,產(chǎn)品型號齊全,確保您購買的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:高經(jīng)理-17706353138,{QQ:3573482096},地址:[遼河路燕山路交叉口南500米東首]。