
想要深入了解熱鍍鋅方矩管涂塑鋼管廠家擁有多家成功案例產品?點擊視頻,讓視覺與聽覺共同為您展現一個比文字更豐富的世界。
以下是:熱鍍鋅方矩管涂塑鋼管廠家擁有多家成功案例的圖文介紹
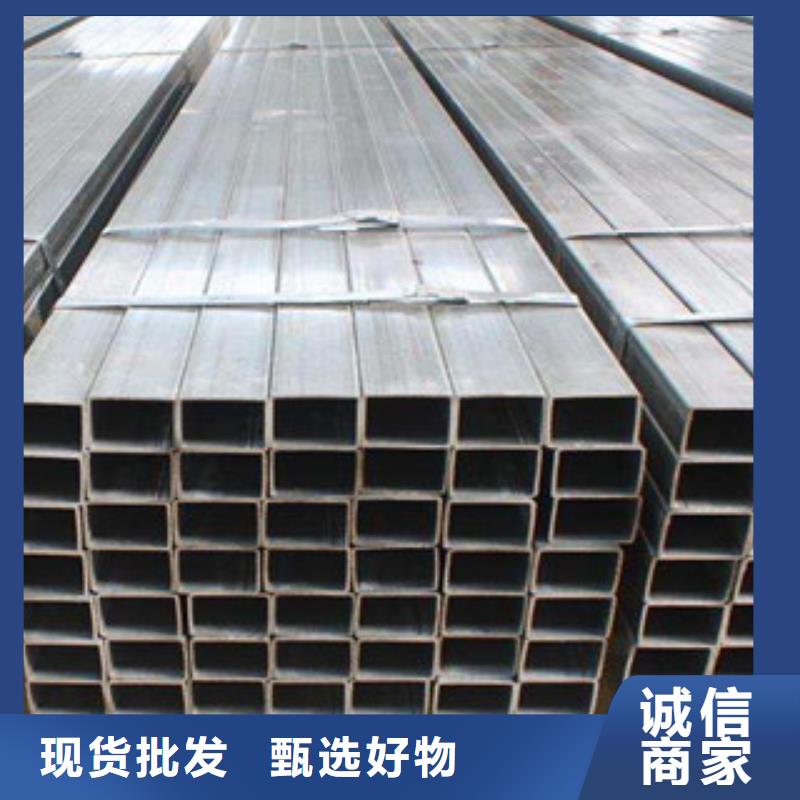
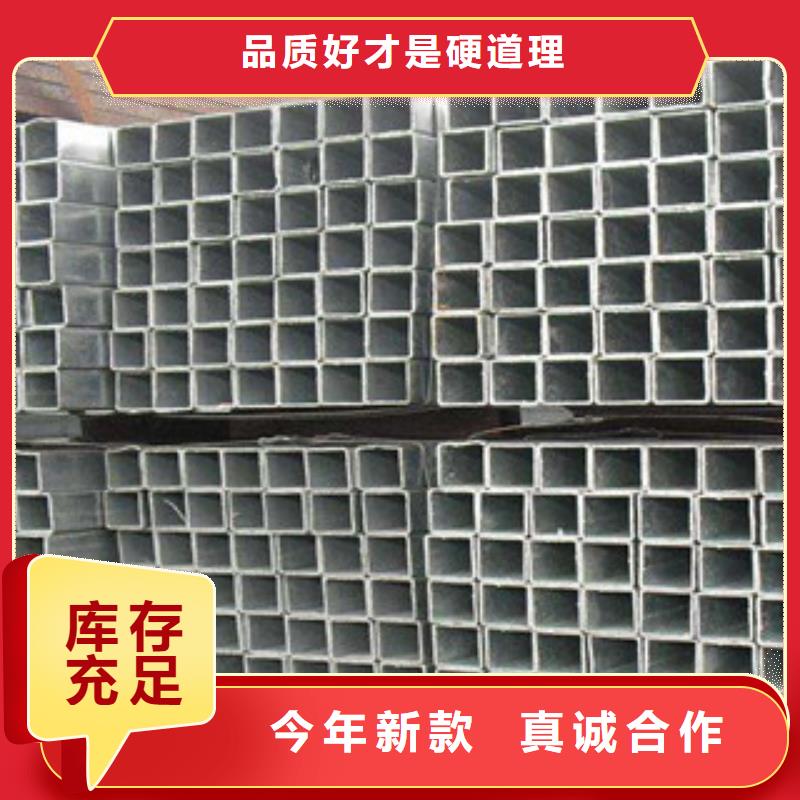
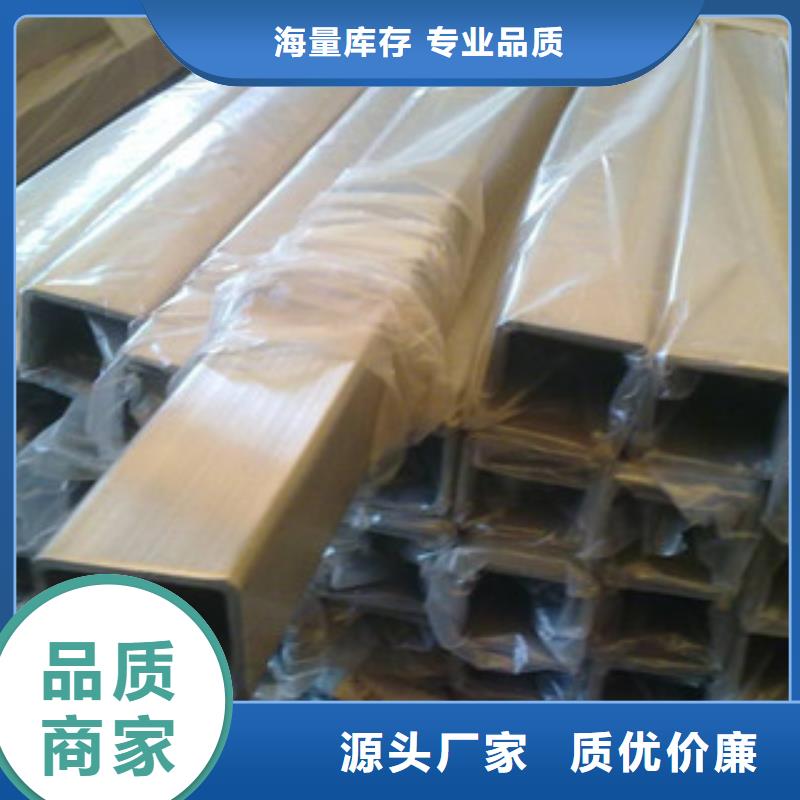
產品細節圖

方矩管垂直浸入淬火介質后,不作擺動,只作上下移動,并停止淬火介質的攪動。當管件硬度要求高的部位冷卻能力不足時,可在整體浸入淬火介質的同時,對該部位再實施噴液冷卻,以提高其冷卻速度。必須放在有效加熱區內,裝爐量、裝爐方式及堆放形式均應確保加熱溫度均勻一致,且不致造成畸變和其他缺陷。在鹽爐中加熱時,不要靠電極太近,以防局部過熱,距離應在30mm以上。與爐壁的距離以及浸入液面以下的深度,都應在30mm以上。分級淬火時,可適當提高淬火溫度,以增加方矩管奧氏體的穩定性,防止其分解為珠光體。結構鋼及碳素鋼可以直接裝入淬火溫度或比淬火溫度高20-30℃的爐中加熱。高碳高合金鋼應在600℃左右預熱后,再升至淬火溫度。要求淬硬層較深的管材,淬火溫度可適當提高,要求淬硬層較淺的可選取較低的淬火溫度。方矩管冷卻水中不得有油、肥皂液等臟物。一般情況下,水溫不超過40℃,油溫不超過80℃。


方矩管在淬火處理時,應該注意:細長管材應盡量在鹽浴爐或井式爐中垂直吊掛加熱,以減少由于自重而引起的變形。截面大小不同的管件在同一爐中加熱時,小件應放在爐膛外端,大小件分別計時小件先出爐。每次裝爐量要與爐子的功率相適應,裝爐量大時易壓溫,加熱時間需延長。方矩管淬水或鹽水的工件,淬火溫度取下限,淬油或熔鹽的工件,淬火溫度取上限。行雙介質淬火時,在 種淬火介質中停留的時間按前述三種方法控制,從 種淬火介質移入第二種淬火介質的時間應盡量短,以0.5-2s為宜。對表面不允許氧化、脫碳的管材,應在經過校正的鹽浴爐或保護氣氛爐中加熱。如條件不具備時,可以在空氣電阻爐中加熱,但需采取防護措施。



公司實力

鴻順管道科技有限公司秉承“科技的光芒源于人性設計,創精的品牌源于產品品質”的經營理念。以卓越的品質,周到的服務和更具竟爭力的價格,為社會,為客戶提供 新疆伊犁熱鍍鋅鋼管廠家、熱鍍鋅鋼管、防腐鋼管、防腐鋼管廠家產品的解決方案,并愿與所有關心創精、信賴創精的朋友一起,攜手共創輝煌明天。
