



您可能對潮州本地以下產品新聞也感興趣
更新時間:2025-01-11 00:49:33 瀏覽次數:1 公司名稱:聊城 山東中魯金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 6000/噸 |
| 發貨期限 | 3天左右 |
| 供貨總量 | 20000 |
| 運費說明 | 可物流 |
| 最小起訂 | 1kg |
| 質量等級 | 正品受理質量異議 |
| 是否廠家 | 是 |
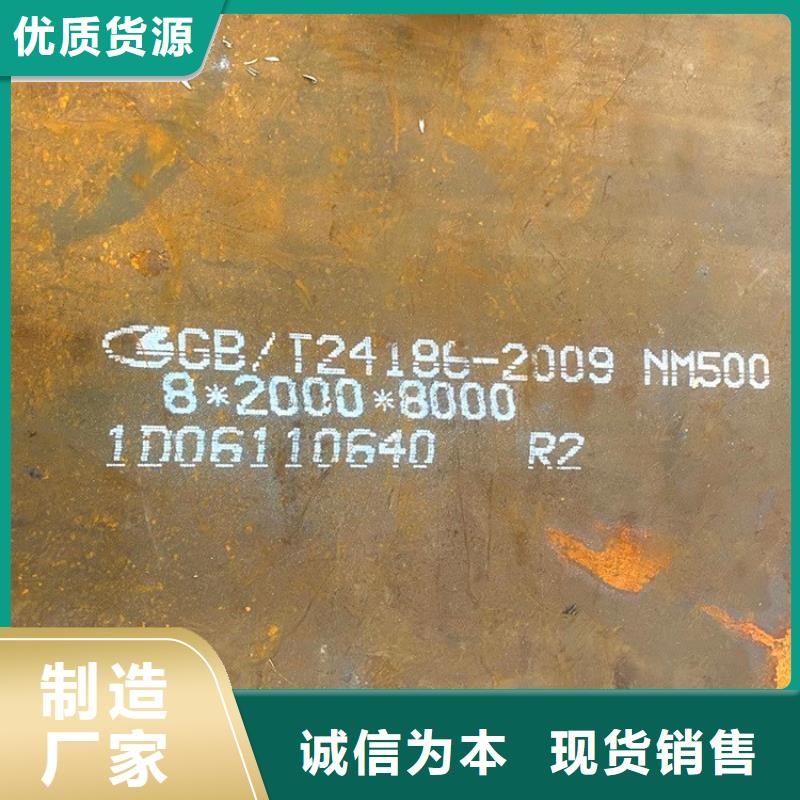
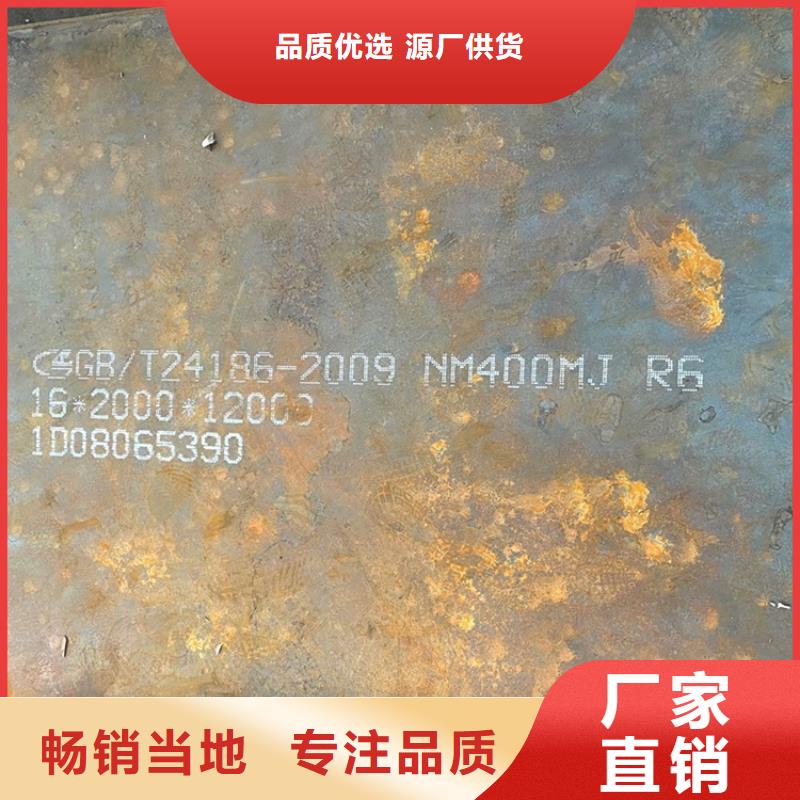
| 產品材質 | NM400-NM450-NM500-MN13 |
| 產品品牌 | 漣鋼-中普-新余 |
| 產品規格 | 厚度3-100MM齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 中國 |
| 加工定制 | 可按需切割下料 |
| 產品型號 | 耐磨鋼板 |
| 可售賣地 | 全國 |


四平耐磨nm450鋼板現貨廠家聯系方式
 山東中魯金屬期待與您合作~公司常年主營:
耐磨鋼板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金鋼板:40Cr鋼板、42CrMo鋼板、15CrMo鋼板、12Cr1MoV鋼板(3-300MM)
彈簧鋼板:65Mn彈簧鋼板,60Si2Mn彈簧板,另有各種材質彈簧鋼帶(2-60MM
特厚鋼板:普板Q235B,錳板 Q345B(Q355B/16MN) ,碳結板45#(100MM-600MM
耐候鋼板:SPA-H、Q235NHG、Q355NHG等可加工做銹
高強度鋼板:Q345高強板,Q460高強板,Q550高強板,Q690高強板
鍋爐容器板:20G、245R鍋爐板、 Q345R容器板
萬噸庫存厚度0.1mm-600mm
切割零售、擁有萬瓦激光切割·火焰切割等設備數臺~!可為用戶切割各種特殊規格,圖紙加工、
山東中魯金屬期待與您合作~公司常年主營:
耐磨鋼板:nm360耐磨板,nm400耐磨板,nm450耐磨板,nm500耐磨板(3-100MM
合金鋼板:40Cr鋼板、42CrMo鋼板、15CrMo鋼板、12Cr1MoV鋼板(3-300MM)
彈簧鋼板:65Mn彈簧鋼板,60Si2Mn彈簧板,另有各種材質彈簧鋼帶(2-60MM
特厚鋼板:普板Q235B,錳板 Q345B(Q355B/16MN) ,碳結板45#(100MM-600MM
耐候鋼板:SPA-H、Q235NHG、Q355NHG等可加工做銹
高強度鋼板:Q345高強板,Q460高強板,Q550高強板,Q690高強板
鍋爐容器板:20G、245R鍋爐板、 Q345R容器板
萬噸庫存厚度0.1mm-600mm
切割零售、擁有萬瓦激光切割·火焰切割等設備數臺~!可為用戶切割各種特殊規格,圖紙加工、

牌號 NM400對應標準 GB /T 24186-2009 工程機械用高強度耐磨鋼板 High strength abrasion resistant steel plates for construction machine歸類 合金鋼NM400 化學元素成分含量(%)成分 C Si Mn P S Cr Ni Mo Ti B 更多小值 - - - - - - - - - 0.0005 Als≥0.01 值 0.3 0.7 1.6 0.025 0.01 1 0.7 0.5 0.05 0.006NM400 機械性能厚度tmm 抗拉強度σb Mpa 延伸率δ % 硬度 HBW 沖擊吸收能量KV2 Jt≤80 ≥1200 ≥10 370~430 -20℃(縱向)≥24 耐磨鋼板NM400-NM450-NM500-MN13,現貨3-100MM厚現貨齊全均可按需切割

NM400耐磨鋼板應用于水泥廠、電廠等企業中,它的耐磨性得到了很多企業的認可和喜愛。但對漣鋼nm400耐磨板的耐磨性如何評定,沒有一個統一的標準和明確的說法。 評定漣鋼NM400耐磨板的耐磨性比較復雜,目前比較通行的做法是測試耐磨層表面硬度,表面硬度值越高耐磨性越好。表面硬度值的標識也不統一,有用洛氏硬度表示的(HRC),也有用維氏硬度表示的(Hv),還有用布氏硬度表示的(HB),比較混亂,容易給客戶造成錯覺,混淆視聽(加不同硬度表示法對照表)。 漣鋼NM400耐磨板的硬度是金屬材料抵抗硬的物體壓陷表面的能力。硬度可以部分反映金屬材料的耐磨性,但完全用硬度來標識金屬材料的耐磨性是不科學的,是片面的,無法的反映耐磨層的耐磨性。宏觀洛氏(HRC)硬度值相同的漣鋼nm400耐磨板耐磨性可能相去甚遠;宏觀洛氏(HRC)硬度值低的漣鋼nm400耐磨板耐磨性可能勝于宏觀洛氏(HRC)硬度值高的。 小編認為可以從以下幾個方面來分析評定漣鋼nm400耐磨板的耐磨性: (1)宏觀洛氏(HRC)硬度值; (2)金相組織:金相分析可以清楚的顯示碳化物的類型、數量、形狀、尺寸大小、分布情況;同時也可分析基體的類型和組成。是分析、評價耐磨性的重要依據。 (3)顯微硬度(HV):測試基體和碳化物的顯微硬度值; (4)磨損試驗機測試磨損量:模仿實際工況進行磨損試驗,測試失重量或相對耐磨性。 通過以上四個方面的綜合分析,基本可以評判漣鋼NM400耐磨板的耐磨性。漣鋼NM400耐磨板的耐磨性和其它特性倍受水泥廠、電廠、等企業的厚愛,漣鋼nm400耐磨板在生活中也扮演著不可或缺的角色。耐磨鋼板NM400-NM450-NM500-MN13,
耐磨鋼板的材料 耐磨鋼板是一種供大規模損壞工作狀況標準下應用的特殊板材,現階段常見的耐磨鋼板是在延展性、塑性變形不錯,一般高碳鋼或是高合金鋼表面根據噴焊方式復合型一定薄厚的強度較高、耐磨性能優質的鋁合金耐磨損層而做成的板材。此外,也有鍛造耐磨鋼板和鋁合金熱處理耐磨鋼板等。 不論是哪一類耐磨鋼板,全是由兩部分構成的,分別是冷軋鋼板和鋁合金耐磨損層。一切正常狀況下,耐磨鋼板鋁合金耐磨損層的薄厚為總薄厚的1/3-1/2,工作中時由常規出示抵御外力作用的抗壓強度、延展性和塑性變形等綜合型能,由鋁合金耐磨損層出示考慮特定工作狀況要求的耐磨性。而耐磨鋼板鋁合金耐磨損層和基鋼板中間選用的是冶金工業融合的方法,根據專業設備和全自動焊接方法,將高韌性自維護鋁合金焊條勻稱地電焊焊接在基鋼板上,復合型疊加層數一層至雙層以致雙層。在復合型全過程中,因為鋁合金收攏比不一樣,將會出現勻稱橫著裂痕,它是耐磨鋼板的鮮明特點。 耐磨鋼板的鋁合金耐磨損層關鍵以鈷合金主導,另外還加上錳、鉬、鈮、鎳等其他鋁合金成分,合金成分中滲碳體呈纖維遍布,化學纖維方位與表面豎直;鋁合金滲碳體在高溫底下較強的可靠性,維持較高的強度,另外還具備非常好的抗氧化能,在500℃之內徹底一切正常應用。 耐磨鋼板關鍵分成通用性、耐沖擊型和耐熱型三類,運用的場所也不一樣,包含冶金工業、煤碳、混凝土、電力工程、夾層玻璃、礦山開采、裝飾建材、磚瓦窯等制造行業,與別的材料對比,有很高的性價比高。


nm500耐磨鋼板技術加工特點: 一、尺寸穩定性對于高精度的nm500耐磨鋼板,其要求的精度高,故必須保持尺寸的穩定性,由于在空氣中進行校直,冷卻速度慢,因此對奧氏體具有穩定化的作用,會增加組織中殘余奧氏體nm500耐磨鋼板的數量,故必須進行冷處理; 二、減少淬火變形由于nm500耐磨鋼板細長,故淬硬過程中容易變形,故必須嚴格控制其變形,熱處理時十分關鍵的工序,在淬火冷卻過程中,利用過冷奧氏體的塑性進行及時校直,這是確保其合格率提高的關鍵步驟,為此應進行熱浴淬火或在油中冷卻一定時間提出熱校直。 同時應在加熱時進行吊掛加熱,以減少淬火的變形,對于高精度的導軌,為減少變形則進行氣體滲氮或離子滲氮等; 三、nm500耐磨鋼板主要承受接觸疲勞載荷,故必須具有高的硬度,因此應進行淬火、或表面淬火或化學熱處理等,隨后進行低溫回火處理。

nm500耐磨鋼板焊接的要求。nm500耐磨板焊接要求: 一、坡口設計 開坡口的目的是為了保證焊透和提高工件連接強度,合理調節焊縫金屬中母材金屬所占的比例。由于填充金屬中有益合金元素含量較高,坡口的設計增加了焊縫中填充金屬的比例,有利于改善焊接質量。留鈍邊是為了防止燒穿,留根部間隙是為了保證焊透。根據西氣東輸的經驗,坡口形式采用V型,單邊坡口角度為22.5°-23.5°,對口間隙為2.4-4.0mm,鈍邊為0.8-2.4mm。 二、嚴格耐磨管清理 焊接前應將坡口內外兩側25mm范圍內的鐵銹、水分、油污等清理干凈,打磨出金屬光澤,并將nm500耐磨板管端10mm范圍內的螺旋焊縫或直縫余高打磨平滑,以保證焊縫的圓滑過渡。每一層焊接完成后應立即進行清理,確定無雜質、無缺陷后方可進行下一層焊道的焊接。 三、采用對口器 選用內對口器對nm500耐磨板管口進行組對,采用厚度為2.0-3.5mm的鐵片對對口間隙進行控制,相鄰管段的管螺旋焊縫在對口處錯開的距離要不小于100mm;組對完成后,焊前將坡口兩側50mm內按要求預熱100~200°后方可進行下一步的焊接操作。為防止焊接過程中出現裂紋,對口器要在根道完全焊接完畢后才能撤除。 四、嚴格控制溫度 焊接過程中必須嚴格控制預熱溫度和層間溫度。為了防止熱影響區產生淬硬組織導致冷裂紋,層與層之間的焊接不應相隔太久,在距管口25mm處的圓周上均勻測溫。當環境溫度低于5°時,焊接作業須在防風棚內進行,并采用保溫措施。在焊接過程中,如果焊口溫度冷卻至焊接工藝要求的 焊接溫度以下時,應對焊口重新加熱。

nm500耐磨鋼板焊接的要求。nm500耐磨板焊接要求: 一、坡口設計 開坡口的目的是為了保證焊透和提高工件連接強度,合理調節焊縫金屬中母材金屬所占的比例。由于填充金屬中有益合金元素含量較高,坡口的設計增加了焊縫中填充金屬的比例,有利于改善焊接質量。留鈍邊是為了防止燒穿,留根部間隙是為了保證焊透。根據西氣東輸的經驗,坡口形式采用V型,單邊坡口角度為22.5°-23.5°,對口間隙為2.4-4.0mm,鈍邊為0.8-2.4mm。 二、嚴格耐磨管清理 焊接前應將坡口內外兩側25mm范圍內的鐵銹、水分、油污等清理干凈,打磨出金屬光澤,并將nm500耐磨板管端10mm范圍內的螺旋焊縫或直縫余高打磨平滑,以保證焊縫的圓滑過渡。每一層焊接完成后應立即進行清理,確定無雜質、無缺陷后方可進行下一層焊道的焊接。 三、采用對口器 選用內對口器對nm500耐磨板管口進行組對,采用厚度為2.0-3.5mm的鐵片對對口間隙進行控制,相鄰管段的管螺旋焊縫在對口處錯開的距離要不小于100mm;組對完成后,焊前將坡口兩側50mm內按要求預熱100~200°后方可進行下一步的焊接操作。為防止焊接過程中出現裂紋,對口器要在根道完全焊接完畢后才能撤除。 四、嚴格控制溫度 焊接過程中必須嚴格控制預熱溫度和層間溫度。為了防止熱影響區產生淬硬組織導致冷裂紋,層與層之間的焊接不應相隔太久,在距管口25mm處的圓周上均勻測溫。當環境溫度低于5°時,焊接作業須在防風棚內進行,并采用保溫措施。在焊接過程中,如果焊口溫度冷卻至焊接工藝要求的 焊接溫度以下時,應對焊口重新加熱。
 四平耐磨nm450鋼板現貨廠家聯系方式
四平耐磨nm450鋼板現貨廠家聯系方式