
為了讓您更地了解我們的40cr后壁無縫鋼管安裝自有生產工廠,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:40cr后壁無縫鋼管安裝自有生產工廠的圖文介紹


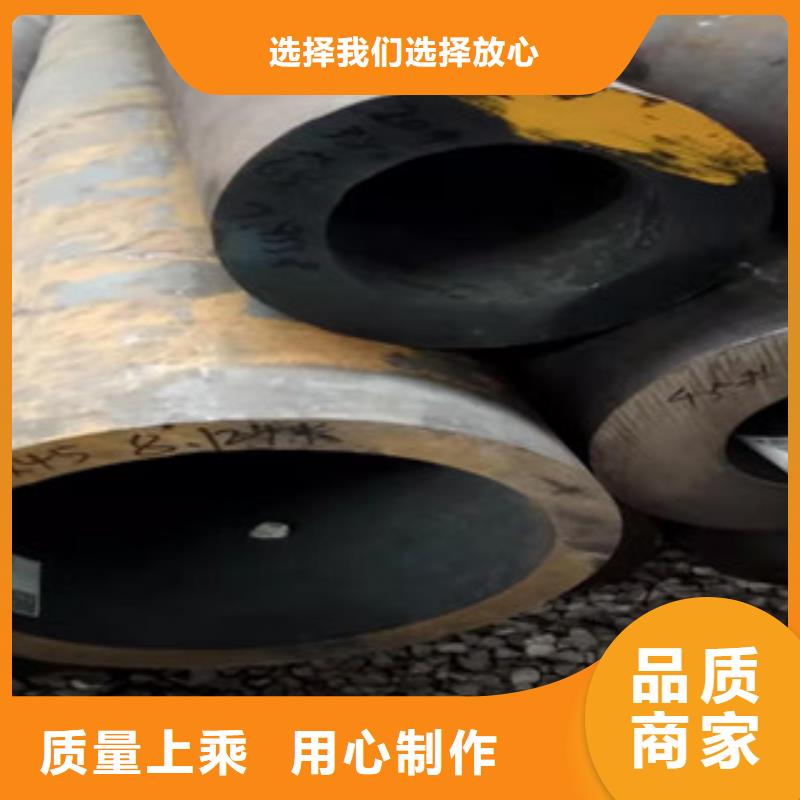
40cr無縫鋼管氮化工件工藝路線:鍛造-退火-粗加工-調質-精加工-除應力-粗磨-氮化-精磨或研磨。由于氮化層薄,并且較脆,因此要求有較高強度的心部組織,所以要先進行調質熱處理,獲得回火索氏體,提高心部機械性能和氮化層質量。軟氮化是活性氮化,比較常用的是氣體氮化.
40Cr焊接
40cr鋼管焊接前注意預熱,以防止因基體散熱,造成焊縫內部激冷淬裂。焊接后調質前 加一遍正火。
40Cr的焊接性:
結晶時易偏析,對結晶裂紋(一種熱裂紋)比較敏感,焊接時容易在弧坑和焊縫中凹下的部分開裂。含碳量較高,快冷時易得到對冷裂紋很敏感的淬硬組織(馬氏體組織)。過熱區在冷速較大時,很容易形成硬脆的高碳馬氏體而使過熱區脆化。
40Cr焊接
40cr鋼管焊接前注意預熱,以防止因基體散熱,造成焊縫內部激冷淬裂。焊接后調質前 加一遍正火。
40Cr的焊接性:
結晶時易偏析,對結晶裂紋(一種熱裂紋)比較敏感,焊接時容易在弧坑和焊縫中凹下的部分開裂。含碳量較高,快冷時易得到對冷裂紋很敏感的淬硬組織(馬氏體組織)。過熱區在冷速較大時,很容易形成硬脆的高碳馬氏體而使過熱區脆化。



新策鋼管有限公司占地7000平米,我們擁有一支年輕、敏銳、朝氣蓬勃、志向遠大的 山東濱州調質活塞桿廠家團隊。在疾馳而來的移動互聯時代,我們秉承、敬業、激情、創新的發展理念,堅持以客戶為本、以信用為先的服務準則,以自身擅長移動端開發的優勢,用心解決用戶迫切、實際的需求,以完善的 山東濱州調質活塞桿廠家產品、強大的技術為用戶提供的服務。 品牌精神 高端、前沿、、求實 核心價值觀 立足客戶:致力于客戶的滿意與成功 創新求實:基于事實,敢于想象,勇于探索,


40Cr無縫鋼管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高40Cr無縫鋼管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了40Cr無縫鋼管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。
4Cr無縫鋼管滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。
1、40cr合金鋼管可用于拉伸膜及整形模;2、冷擠壓沖頭,重載冷鐓沖頭,10-25mm中厚鋼板沖孔沖頭,直徑Φ5-6mm的小沖頭;
3、可用于中、小型沖頭,小型高壽命冷沖剪工具;
4、生鐵屑保護擺動會火規范可用于冷擠壓成型磨具;
5、粉末冶金壓模。40Cr合金管含碳0.37~0.44,硅0.17~0.37,錳0.50~0.80,鉻0.80~1.10



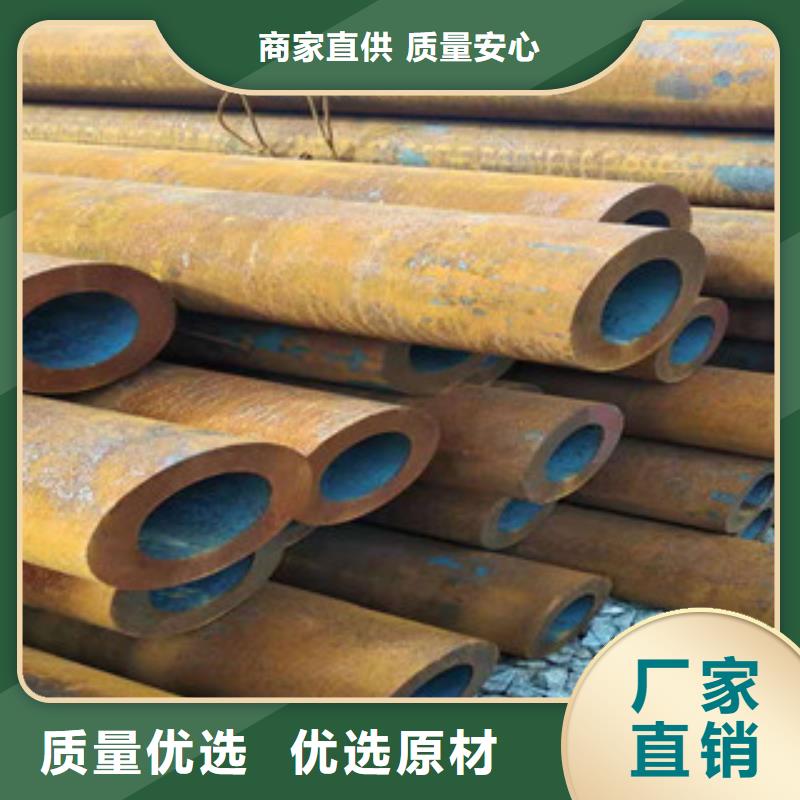
山東順澤生產銷售40cr無縫鋼管是石油、地質鉆探用鋼管在高壓、交變應力、腐蝕性的惡劣環境下工作,故應有高的強度級別,并能抗磨、抗扭和耐腐蝕等性能。按照鋼級的不同應做抗拉強度、屈服強度、伸長率、沖擊韌性及硬度等試驗。對于石油油井用的套管、油管和鉆桿,更是詳細劃分了鋼級、類別,以及適用于不同環境、地質情況由用戶自己選擇的較高要求的附加技術條件,滿足不同的特殊需求。
化工、石油裂化、航空和其他機械行業用的各種不銹耐熱耐酸管除做機械性能與水壓試驗外,還要專門作晶間腐蝕試驗,壓扁、擴口及無損檢測等試驗。
40Cr無縫鋼管由于其特殊的金相組織和表面鈍化膜,使得它在一般情況下較難與介質發生化學反應而被腐蝕,但并不是在任何條件下都不能被腐蝕。因此在40Cr無縫鋼管產品在加工作業過程中應,盡量避免銹蝕條件和誘因的產生。



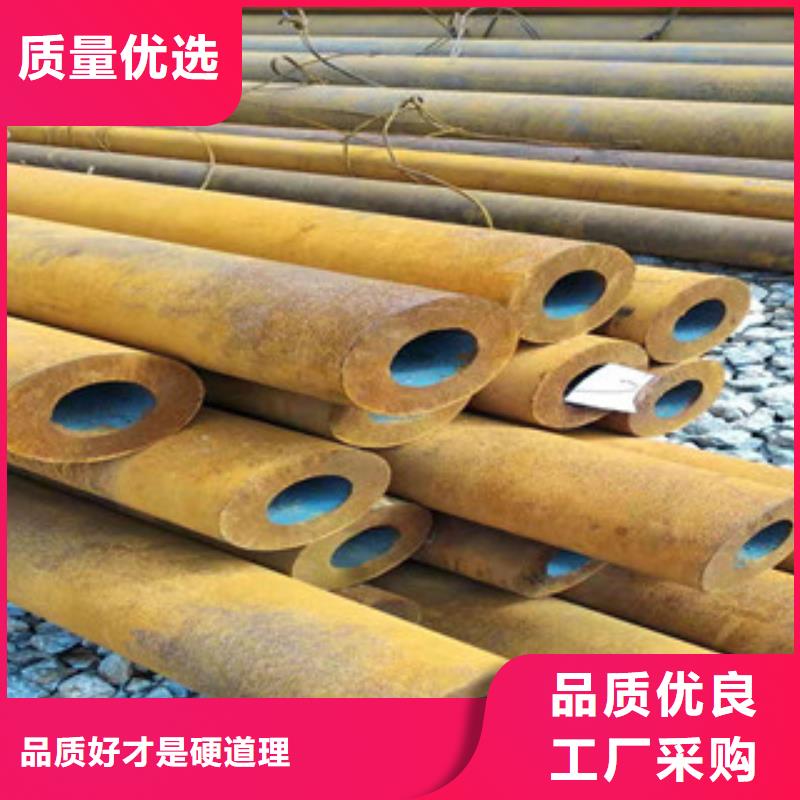
40cr鋼管化學成份和力學性能:成分: 硅0.17~0.37%,錳0.5~0.8,鉻0.8~1.1% 調質處理:試樣直徑:25mm,850度淬火加熱油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,斷面收縮45%,沖擊韌性588.3千焦/平方米。 因其制造工藝不同,又分為熱軋(擠壓)無縫鋼管和冷拔(軋)無縫鋼管兩種。冷拔(軋)管又分為圓形管和異形管兩種。 調質處理規范:淬火溫度850±10℃,油冷;回火溫度520±10℃,水、油冷卻。
40Cr的淬火工藝
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40cr鋼管表面淬火硬度為HRC52-60,火焰淬火能達到HRC48-55。
40Cr氮化處理
40Cr屬于可氮化鋼,其所含元素有利于氮化。40Cr經氮化處理后可獲得較高的表面硬度,40cr鋼管調質后氮化處理硬度 能達到HRA72~78,即HRC43~55。
氮化工件工藝路線:鍛造-退火-粗加工-調質-精加工-除應力-粗磨-氮化-精磨或研磨。由于氮化層薄,并且較脆,因此要求有較高強度的心部組織,所以要先進行調質熱處理,獲得回火索氏體,提高心部機械性能和氮化層質量。軟氮化是活性氮化,比較常用的是氣體氮化.
40Cr的淬火工藝
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40cr鋼管表面淬火硬度為HRC52-60,火焰淬火能達到HRC48-55。
40Cr氮化處理
40Cr屬于可氮化鋼,其所含元素有利于氮化。40Cr經氮化處理后可獲得較高的表面硬度,40cr鋼管調質后氮化處理硬度 能達到HRA72~78,即HRC43~55。
氮化工件工藝路線:鍛造-退火-粗加工-調質-精加工-除應力-粗磨-氮化-精磨或研磨。由于氮化層薄,并且較脆,因此要求有較高強度的心部組織,所以要先進行調質熱處理,獲得回火索氏體,提高心部機械性能和氮化層質量。軟氮化是活性氮化,比較常用的是氣體氮化.