




精密鋼管和異形結構管的尺寸與特性
精密鋼管
精密鋼管(未填充)的尺寸與特性各表中列出了標準管、厚壁管和特厚壁管的尺寸選用范圍。關于完整的制造尺寸范圍,請參閱制造廠樣本。
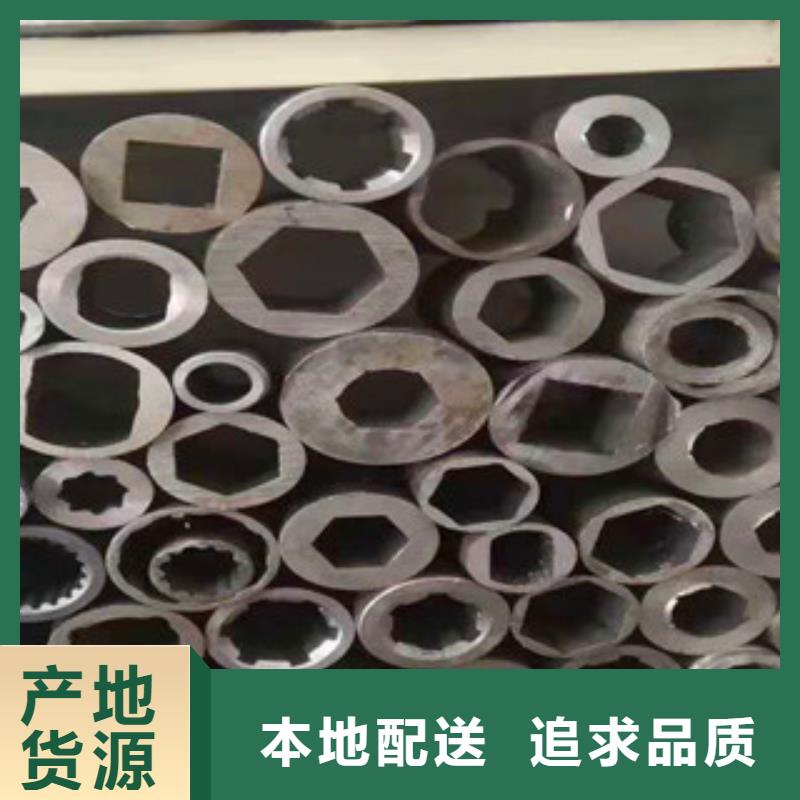
異形結構管材
方形和短形結構管材(未填充)的尺寸與特性各表中列出了常用規格的選擇范圍。其他規格的尺寸與特性,請參閱制造廠樣本。
這些尺寸與特性表是根據外圓角半徑等于規定壁厚的兩倍計算的。材料規范規定。外圓角半徑變化范圍可達到規定壁厚的三倍。這外變化范圍在那些緊配合很重要的細節中應加以考慮



龍麗金屬材料有限公司研制的 貴州貴陽精拉光亮管,獲得了廣大客戶的認同及贊 譽。 貴州貴陽精拉光亮管產品的研發創新是企業發展的核心動力,專業研發人員對產品的設計以為已任。
本公司的宗旨是:以誠信、求實、創新的精神,以科技為先導,靠質量興企業,堅持以人為本,客戶為中心,追求質量,服務真誠的企業理念。
龍麗金屬材料有限公司真誠歡迎國內外朋友來我公司共同合作和發展,將公司更好、更新、更高的 貴州貴陽精拉光亮管產品提供給您,給您的企業插上翅膀,讓客戶滿意。


精密鋼管理論重量計算公式
無縫精密鋼管重量計算、螺旋焊接精密鋼管重量計算:kg/m = (外徑 - 壁厚) * 壁厚 * 0.02466
精密鋼管理論重量計算公式
精密鋼管的計算方法:
精密鋼管的重量=0.25×π×(外徑平方-內徑平方)×L×鋼鐵比重
其中:π = 3.14 L=精密鋼管長度 鋼鐵比重取7.8
所以,
精密鋼管的重量=0.25×3.14×(外徑平方-內徑平方)×L×7.8
* 如果尺寸單位取米(M),則計算的重量結果為公斤(Kg)



生產精密鋼管管料尺寸的選擇
在冷加工管材生產中,管料的尺寸(直徑和壁厚)決定著變形道次、成品管尺寸精度和表面質量。在能保證成品管質量的前提下盡可能選用接近成品尺寸的管料。管料的小壁厚應能保證管料和成品管的壁厚差(即總減壁量)能熱軋管表面的螺紋道、劃道等表面缺陷,改善壁厚不均,以獲得尺寸公差和表面質量都符合要求的管材。在冷拔管生產中,冷拔的小總減壁量一般取0.5~1mm。對成品管質量(尺寸精度、表面質量)要求高時也可以將總減壁量取大一些。在可供應條件下,管料的直徑一般比成品管的直徑大5~20mm。主要是考慮減徑量與減壁量的關系,即變形時有一定的減壁量必定有相應的減徑量,才能保證順利實現金屬變形。
選擇冷軋管料與冷拔的原則基本相同,但在確定管料和中間管尺寸時則要考慮滿足冷軋機孔型系統的要求。
道次變形量的選擇即確定每個加工道次的變形程度(斷面壓縮率、延伸系數)、減徑量和減壁量。在條件允許時,應選取大的道次變形量,以減少加工道次。選擇冷軋管機道次變形量時要考慮軋機主要部件強度、材料塑性、對管材的質量要求等。在實際生產中管材的尺寸精度、表面狀態以及工具的壽命等常成為限制道次變形量的因素。為了保證產量和質量,成品道次的變形量應取小一些。在多輥式冷軋管機上道次變形量(特別是減徑量)比二輥式冷軋管機的小。
