





球墨鑄鐵管圖7-5所示為俄羅斯制造的63MN(6300t)臥式液壓擠壓機的帶預熱裝置的三層結構擠壓筒,圖7-6所示為德國制造的帶擠壓筒測溫裝置的60MN(6000t)臥式液壓擠壓機三層結構擠壓筒。耐久性好,剛度大,造價上有很強的競爭力。在工業革命以前,拱橋是世界各國內河主通航孔的佳選擇。當時,拱橋都為滿堂支架施工,在防洪上有較大風險。我國工程師把給水支架施工的鋼管混凝土拱橋及勁性骨架混凝土拱橋獲得飛速發展。球墨鑄鐵管鋼管混凝土拱用作勁性骨架,并創造了巧妙的調載技術,提高了經濟性,降低了施工風險。現代拱橋的標志和成就也體現在拱圖實現了無支架施工在我國高速公路和鐵路大規模建設的推動下,無在橋梁的四種橋型中,拱橋受力為合理,其承力結構—一拱圈處于小偏心受壓因此沒有疲勞問題,一旦擠壓開始擠壓筒內襯便處于受熱狀態,不需要加熱,而是需要經常進行冷卻。

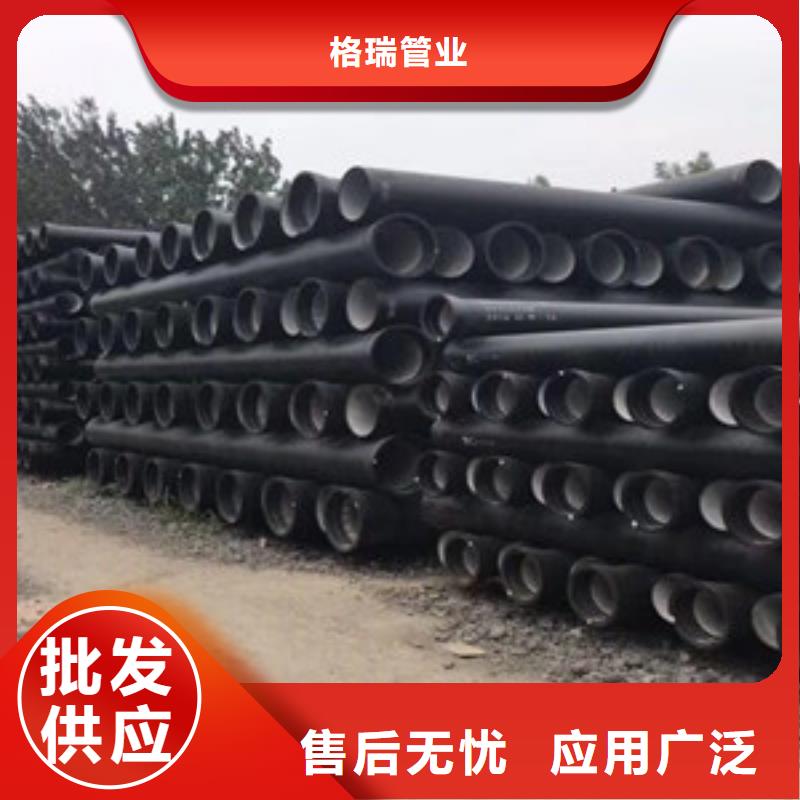
球墨鑄鐵管,將密封圈彎曲兩處,然后輪流向外按兩個凸起處,這樣將密封圈插入其底座就比價容易。球墨鑄鐵管開槽施工、安裝、角度偏移應該注意哪些要開溝:開溝前,首先障礙,挖掘管溝時,應當考慮將來回填時,土砂能夠充充分地回填至球墨鑄鐵管底部。挖掘接口處的溝槽時,為了接口容易操作,應該盡量留有余地,必須保證接口操作能夠充分用上力氣格瑞球墨鑄鐵管安裝費用除了特殊情況之外,管溝邊線應該是一條直線,溝底應該在一平面上,用機械挖溝是,槽底應留0.2-0.3米的土層暫不開挖,后使用人工清理溝底至標準高度。膠圈的安裝:對于DN80-DN300口徑的管子來說,將折疊起的密封圈插入到承口中,使密封圈的硬制動墊塊緊緊地嵌入到底座中,按壓密封圈的凸起處,知道密封圈均勻的穩固在承口內,對DN400以上的。

球墨鑄鐵管給水PE管則采用一次性擠出成型;生產過程分為六步,優質原料(專用料)——先進設備(原料及生產設備)——先進工藝(超聲波在線控制)——嚴謹的過程(六大過程),有完善的質保體系(ISO9000及批量管理追溯制度),更,更環保!技術可行性分析鋼鐵工業顆粒物:燒結機頭產生的煙氣量大,溫度高(100-180℃),河北省鋼鐵企業采用四電場靜電除塵可以達到50mg/以下,經四電場靜電除塵后煙氣再經活性焦脫硫脫硝一體化+袋式除塵器、循環流化床+SCR(或氧化脫硝)工藝進行脫硫脫硝。據對企業實際運行情況調研,機頭煙氣顆粒物排放濃度可控制在10mg/m³以下。

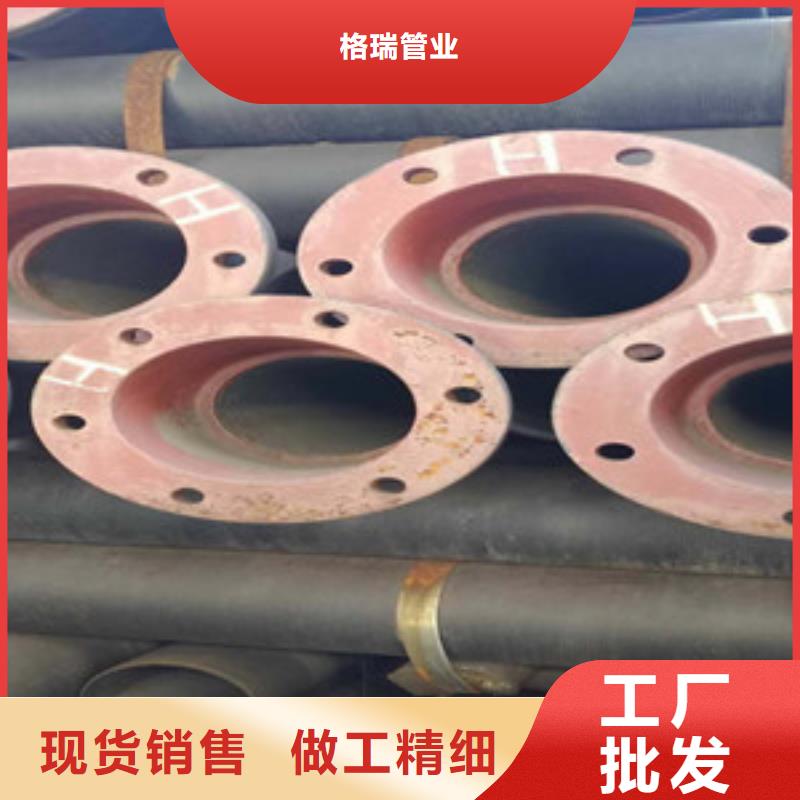
球墨鑄鐵管作為一項改善施工環境的新型管材,只有應用得當,產品質量過硬,才能減少安裝項目中的不必要麻煩,日后的維護保養工作也相對容易些。球墨鑄鐵管怎樣保養和維護
球墨管的維護保養可以說要一直從其選型開始,在項目開工前我們就應該對所需要用到的部件,如管材件、膠圈、彎頭等就行一次肉眼目測的外觀檢查,避免使用帶病的部件。第二個保養的重點是驗收工作時間我們應該著重注意到影響長期穩定運行的承插口\膠圈下管(排管)等,要力求在這幾方面的承口沒有雜物。膠圈已北橡皮錘砸實不翹不扭,均勻地卡在槽內。球墨鑄鐵管的維護保養過程中,由于動管軸心線是深埋在地下的,因此遇有傾斜角時,要小心,若阻力過大,切勿強行開挖,以防橡膠圈扭曲。球墨管在冬季的維護還需要注意用熱水預熱,以減少硬度,迅速安裝。另外,如果項目所采用的球墨鑄鐵管在質量上 符合 標準,那么我們應該注意膠圈、焊接等的交直流兩用。
