
聯(lián)系我們

12CrMo無縫鋼管
更新時間:2025-06-06 14:10:28 ip歸屬地:云南,天氣:晴,溫度:16-27 瀏覽次數(shù):6 公司名稱: 亞廣金屬(云南省分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電聯(lián)/噸 |
| 發(fā)貨期限 | 1-3天 |
| 供貨總量 | 653 |
| 運費說明 | 電聯(lián) |
| 范圍 | 供應(yīng)范圍覆蓋云南省 昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市等區(qū)域。 |

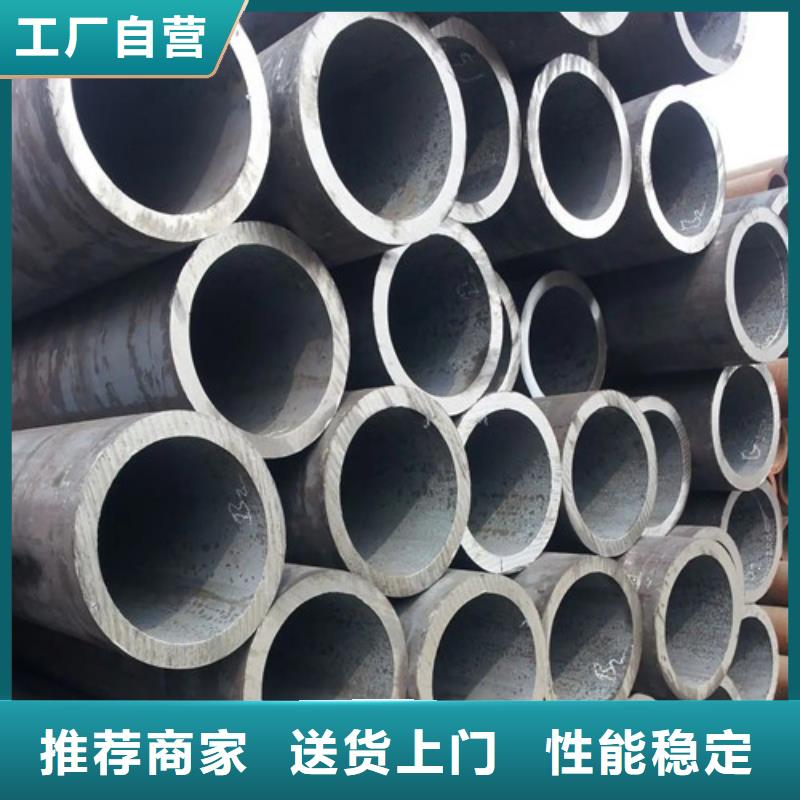


云南12CrMo無縫鋼管
亞廣金屬
 熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現(xiàn)大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經(jīng)過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現(xiàn)板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現(xiàn),即控制精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標(biāo)記→入庫。
無縫鋼管的工藝流程:
衛(wèi)生級鏡面管工藝流程:
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風(fēng)干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風(fēng)干——內(nèi)拋光——外拋光——檢驗——標(biāo)識——成品包裝
工業(yè)管工藝流程:
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修蘑——潤滑風(fēng)干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——恒溫存放——交貨
熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現(xiàn)大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經(jīng)過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現(xiàn)板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現(xiàn),即控制精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標(biāo)記→入庫。
無縫鋼管的工藝流程:
衛(wèi)生級鏡面管工藝流程:
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風(fēng)干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——冷軋——去油——切頭——風(fēng)干——內(nèi)拋光——外拋光——檢驗——標(biāo)識——成品包裝
工業(yè)管工藝流程:
管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修蘑——潤滑風(fēng)干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗——恒溫存放——交貨
 11,無縫鋼管的規(guī)格是如何標(biāo)記的?
鋼管的規(guī)格由外徑、壁厚和長度的公稱尺寸表示,如(1)熱軋鋼管,外徑和壁厚為普通級精度,用10號鋼制造的外徑76mm、壁厚3.5mm、長度為3000mm倍尺表示為:10-76x3.5x3000倍-GB3087-1999;(2)冷軋(拔)鋼管,外徑為高級精度,壁厚為普通級精度,用10號鋼制造的外徑76mm、壁厚3.5mm、長度為5000mm,標(biāo)記為:冷10-76高x3.5x5000-GB3087-1999
12.鋼管機組是如何命名的?
生產(chǎn)鋼管的機組形式是多種多樣的。熱軋機組的具體名稱以該機組品種規(guī)格和軋管機類型來表示。如我廠 460PQF 限動芯棒連軋管機組,其中 460 是指該機組所能生產(chǎn)鋼管的 規(guī)格外徑為460mm,而軋管機形式是限動芯棒連軋管機組。
11,無縫鋼管的規(guī)格是如何標(biāo)記的?
鋼管的規(guī)格由外徑、壁厚和長度的公稱尺寸表示,如(1)熱軋鋼管,外徑和壁厚為普通級精度,用10號鋼制造的外徑76mm、壁厚3.5mm、長度為3000mm倍尺表示為:10-76x3.5x3000倍-GB3087-1999;(2)冷軋(拔)鋼管,外徑為高級精度,壁厚為普通級精度,用10號鋼制造的外徑76mm、壁厚3.5mm、長度為5000mm,標(biāo)記為:冷10-76高x3.5x5000-GB3087-1999
12.鋼管機組是如何命名的?
生產(chǎn)鋼管的機組形式是多種多樣的。熱軋機組的具體名稱以該機組品種規(guī)格和軋管機類型來表示。如我廠 460PQF 限動芯棒連軋管機組,其中 460 是指該機組所能生產(chǎn)鋼管的 規(guī)格外徑為460mm,而軋管機形式是限動芯棒連軋管機組。