產品詳情
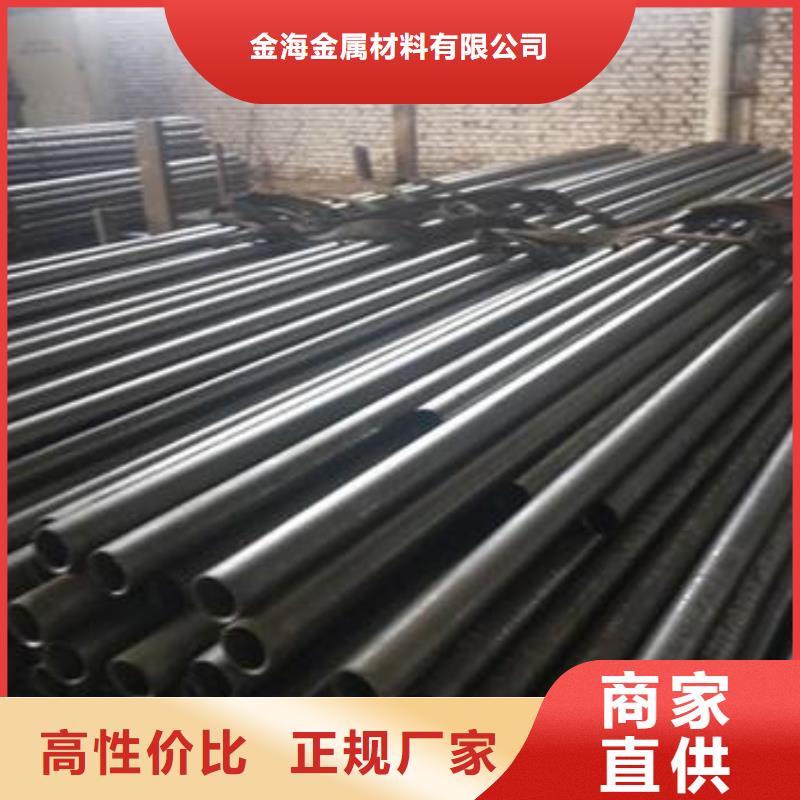
以下是:大口徑精密鋼管的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議 |
|---|
| 發貨期限 | 3 |
|---|
| 供貨總量 | 電議 |
|---|
| 運費說明 | 電議 |
|---|
| 質量等級 | 一級 |
|---|
| 品牌 | 鑫中冶 |
|---|
| 是否可加工定制 | 是 |
|---|
| 計重方式 | 過磅 |
|---|
| 規格 | 齊全 |
|---|
| 材質 | 碳鋼 合金鋼 |
|---|
導讀 大口徑精密鋼管_金海金屬材料有限公司,固定電話:13734465888,移動電話:13153807804,聯系人:季經理,QQ:597671230,聊城開發區蔣管屯鎮杜丹江路東首100號發貨到湖北省 恩施市 利川市、建始縣、巴東縣、宣恩縣、咸豐縣、來鳳縣、鶴峰縣 發貨到 湖北省恩施市。 湖北省,恩施土家族苗族自治州 恩施州森林覆蓋率近70%,享有“鄂西林海”、“華中藥庫”、“煙草王國”、“世界硒都”之稱號。全州水電資源理論蘊藏量達600萬千瓦,可開發量達500萬千瓦,風電資源蘊藏量達300萬千瓦,是華中地區重要的清潔能源基地。恩施州的鄂西鐵礦是中國四大鐵礦之一,已探明儲量13億噸;天然氣已探明儲量1500億立方米。恩施還擁有世界的獨立硒礦床。恩施享受西部大開發計劃政策,是單列的三個地級行政區享受相關政策的地區之一。
<恩施>金海金屬材料有限公司占地3000多平方米,專業生產各類恩施零切鋼管 為主的廠家。 累積十多年恩施零切鋼管制造經驗,以人為本,有一批專業生產人才,員 工300多人,其中技術人員50多人,擁有配套設備和生產技術!

、由于無縫鋼管精細鑄造的縮短大大超越鑄鐵,為避免鑄件呈現縮孔、無縫鋼管縮松缺點,在鑄造工藝上大都選用冒口和、冷鐵和補助等辦法,以完成次序凝結。
為避免無縫鋼管鑄件發生縮孔、縮松、氣孔和裂紋缺點,無縫鋼管應使其壁厚均勻、避免尖角和直角結構、在鑄型用型砂中加鋸末、在型芯中加焦炭、以及選用空 心型芯和油砂芯等來改進砂型或型芯的讓步性和透氣性。
2、由于鋼液的流動性差,為避免無縫鋼管鑄鋼件發生冷隔和澆缺乏,鑄鋼件的壁厚不能小于8mm;選用干鑄型或熱鑄型;恰當進步澆注溫度,一般為1520°~1600℃,由于澆注溫度高,鋼水的過熱度大、堅持液態的時間長,流動性可得到改進。可是澆溫過高,無縫鋼管會引起晶粒粗大、熱裂、氣孔和粘砂等缺點。因而一般小型、薄壁及形狀雜亂的精細鑄造件,其澆注溫度約為鋼的熔點溫度+150℃。
以上是小編總結的一些資料,本公司生產的無縫鋼管,質量有保障,歡迎咨詢。


總結 在湖北省恩施市采買大口徑精密鋼管到金海金屬材料有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:季經理-13734465888,QQ:597671230,地址:《開發區蔣管屯鎮杜丹江路東首100號》。