服務(wù)熱線:13406374388
聯(lián)系我們

您可能對內(nèi)蒙古本地以下產(chǎn)品新聞也感興趣
更新時間:2025-02-07 01:20:57 瀏覽次數(shù):3 公司名稱:聊城 聯(lián)眾物資有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議/噸 |
| 發(fā)貨期限 | 3天內(nèi) |
| 供貨總量 | 562883 |
| 運(yùn)費(fèi)說明 | 電議 |
| 最小起訂 | 0.1噸 |
| 質(zhì)量等級 | 優(yōu) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品品牌 | 聯(lián)眾 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 山東 |
| 加工定制 | 可加工定制 |
| 產(chǎn)品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 693125 |
| 產(chǎn)品顏色 | 黑色 |
| 質(zhì)保時間 | 1年 |
| 外形尺寸 | 齊全 |
| 適用領(lǐng)域 | 機(jī)械加工等行業(yè) |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | 1111 |
| 產(chǎn)品功率 | 300 |
| 工作溫度 | 300 |


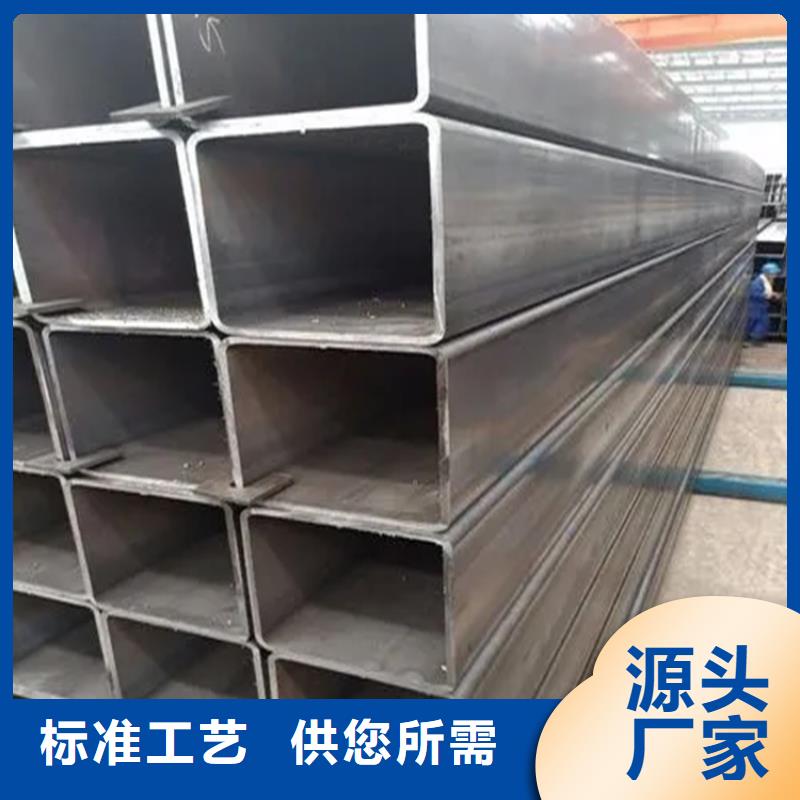
蒙古16Mn扁管40*40")
內(nèi)蒙古方矩管硬度是衡量金屬材料軟硬程度的指針,生產(chǎn)中測定方矩管硬度的方法常用的是壓入硬度法,它是用一定幾何形狀的壓頭在一定發(fā)的載荷下壓入被測試的金屬材料表面,根據(jù)被壓入程度來測試其硬度值。
內(nèi)蒙古方矩管規(guī)格表
16×16×0.4~1.5
380×380×8.0~30.0
10×20×0.6~1.5
250×150×6~12.0
18×18×0.4~1.5
400×400×8.0~30.0
14×21×0.6~1.5
250×100×6~12.0
20×20×0.4~1.5
420×420×10.0~30.0
15×30×1.5~1.5
250×200×6~30.0
25×25×0.6~2.0
450×450×10.0~30.0
15×38×0.6~1.5
300×150×6~30.0
30×30×0.6~4.0
480×480×10.0~30.0
20×30×0.6~2.0
300×200×6~30.0
34×34×1.0~2.0
500×500×10.0~30.0
20×40×0.8~2.0
300×250×6~30.0
35×35×1.0~4.0
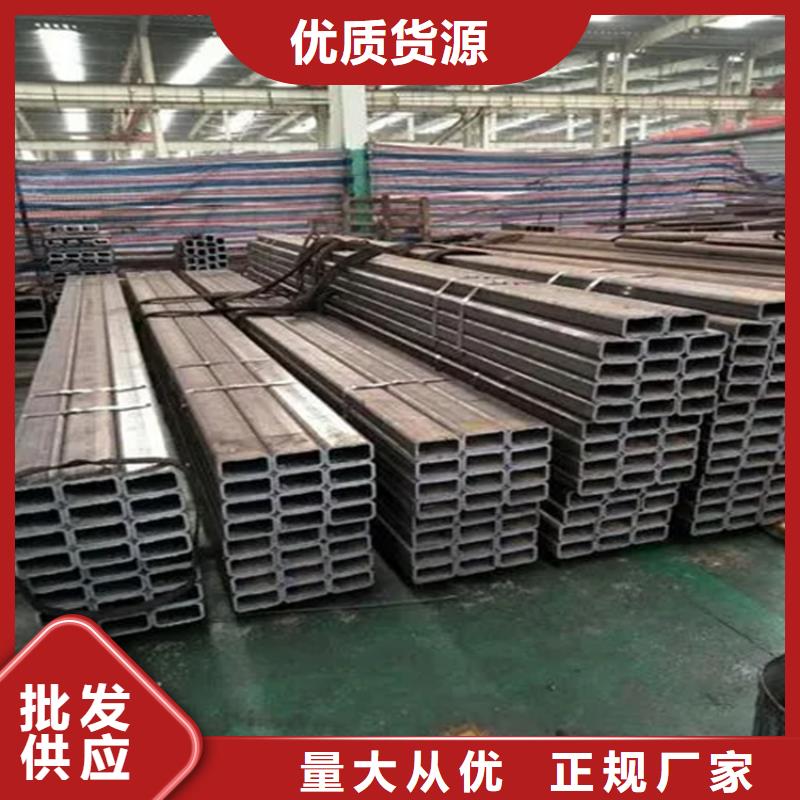
蒙古16Mn扁管40*40")
內(nèi)蒙古方矩管在焊接變形的理論上,我們可以知道,大尺寸的焊縫,就導(dǎo)致變形越大,焊接相同的尺寸,焊接熱輸入就較大,也會導(dǎo)致變形較大,大長焊縫焊接,焊接變形就會較小,焊縫布置的不對稱或者是非對稱性的焊接,都會使焊縫偏差更為嚴(yán)重,使其嚴(yán)重的變形。
內(nèi)蒙古方矩管焊接規(guī)范是通過工藝試驗和工藝分析,在確定方矩管對接焊縫采用雙二氧化碳?xì)怏w保護(hù)電弧焊,焊接層的焊接電流是200-250A,第二層的電弧電壓是24-26V,其工藝要求是層焊縫必須能夠保證良好的焊接,使其形成,焊接的電流,電弧電壓,送絲速度和焊接速度需要更具設(shè)備進(jìn)行調(diào)節(jié)。蒙古16Mn扁管40*40")
內(nèi)蒙古方矩管分為碳素方管、合金方管和高速方管三類。
①碳素方管選用規(guī)范化學(xué)元素符號、表1規(guī)則的符號和阿拉伯?dāng)?shù)字表明。阿拉伯?dāng)?shù)字表明均勻含碳量(以千分之幾計)。
a.通常含錳量碳素方管,在方管符號“T”后為阿拉伯?dāng)?shù)字。例如:內(nèi)蒙古方矩管均勻含碳量為0.80%的碳素方管,其商標(biāo)表明為“T8”。
b.較高含錳量的碳素方管,在方管符號“T”和阿拉伯?dāng)?shù)字后加錳元素符號。例如:“ T8Mn”。
c.優(yōu)質(zhì)碳素方管,在商標(biāo)尾部加“A”。例如:“T8MnA”。蒙古16Mn扁管40*40")
內(nèi)蒙古方矩管重量計算公式:4*壁厚*(邊長-壁厚)*0.00785
矩形管重量計算公式:{(周長÷3.14)-壁厚}*壁厚*0.02466
備注:以上單位為kg/m,其中壁厚和邊長的單位為毫米,即mm。
內(nèi)蒙古方矩管生產(chǎn)工藝流程
(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴(yán)格的理化檢驗。
(2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成方管后采用自動埋弧焊補(bǔ)焊。
(3)成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
(4)采用電接點壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。
(5)采用外控或內(nèi)控輥式成型。
(6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴(yán)格的控制。蒙古16Mn扁管40*40")