

")
")
")
")
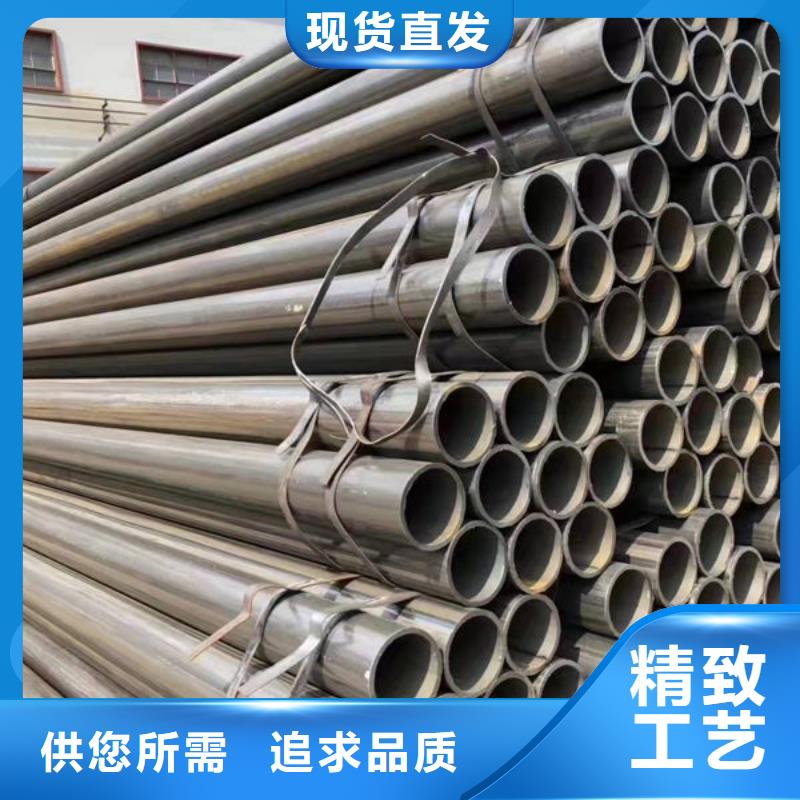
在進(jìn)行張家口高速線材軋制的過程中,可以使用鑄坯作為原料替代初軋坯的方式。這樣可以大大減少軋制過程中的能耗 損失,可以達(dá)到10%左右的。這樣就可以大量的減少金屬在 軋制過程中的損失,有效地提高加熱質(zhì)量。為了生產(chǎn)可以具 有高質(zhì)量的高速線材,可以使用連鑄空坯工藝技術(shù),這種 進(jìn)的技術(shù)可以不斷的提高軋制的技術(shù)水平,生產(chǎn)出高質(zhì)量的鋼材。為了保證張家口高速線材軋制的質(zhì)量,要盡量降低開軋 的溫度。目前,國外的機(jī)械設(shè)備增設(shè)了水冷箱,保證軋制的 精軋溫度可以控制在900℃。也可在軋制機(jī)中設(shè)置冷水頭導(dǎo) 管,這樣可以將終軋溫度控制在800℃。超重軋制機(jī)可以滿 足700℃~750℃的軋制要求。")
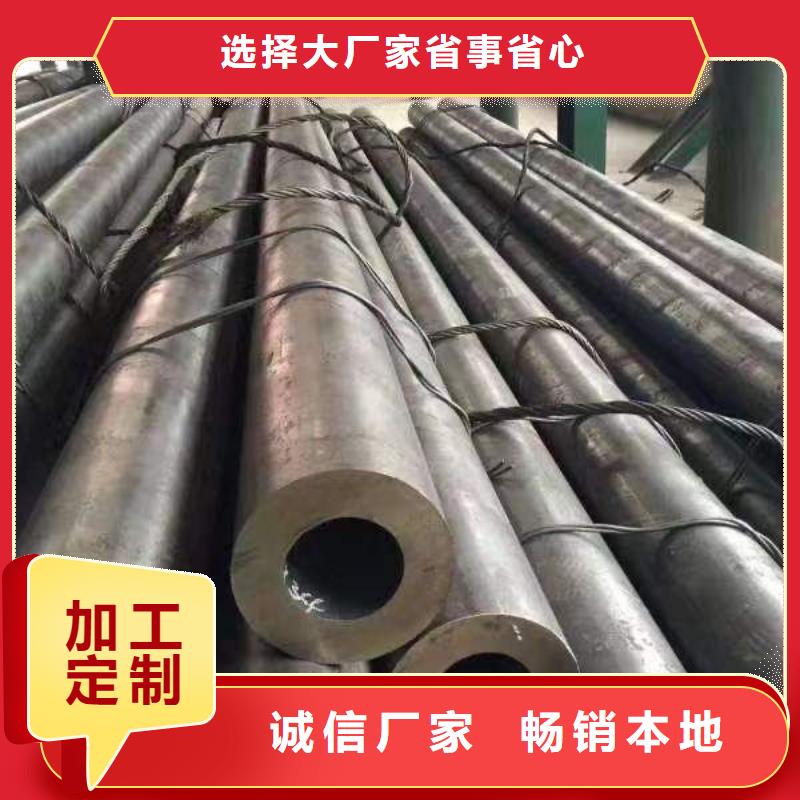
張家口鍍鋅方管跟焊管主要區(qū)別:焊管分為螺旋縫焊和直焊方管,螺旋縫焊方管分為自動(dòng)埋弧焊管和高頻焊管,直焊方管又分為普通直焊鋼 管和不銹焊管。無縫方管按制造方法分為熱軋管和冷軋( 拔)管,其精度分為普通和高級(jí)兩種。冷軋(拔)管的 公稱直 徑為200mm,熱軋管 公稱直徑為600mm。無縫方管還有不銹鋼無縫方管,不銹鋼無縫方管分為熱軋、熱擠壓不銹鋼無縫方管和冷軋(拔)不銹鋼無縫方管兩種。無保護(hù)層型有無保護(hù)層方管,過去通常叫不張家口鍍鋅方管(黑鐵 管)。質(zhì)地型方管主要是指不銹鋼無縫方管和不銹鋼材焊管 ,在室外大中管道給水上,由于造價(jià)、連接等原因未曾推廣應(yīng)用過。保護(hù)層型(主要指的是管道內(nèi)壁)現(xiàn)在有金屬保護(hù)層型與非金 屬保護(hù)層型,金屬保護(hù)層型常用的有表面鍍層保護(hù)層型、表 面壓合保護(hù)層型。表面鍍層保護(hù)層型中常見的是鍍鋅管,鍍鋅 管也有冷鍍鋅管和熱鍍鋅管,熱鍍鋅管因?yàn)楸Wo(hù)層致密均勻 、附著力強(qiáng)、穩(wěn)定性比較好,目前仍大量應(yīng)用。")
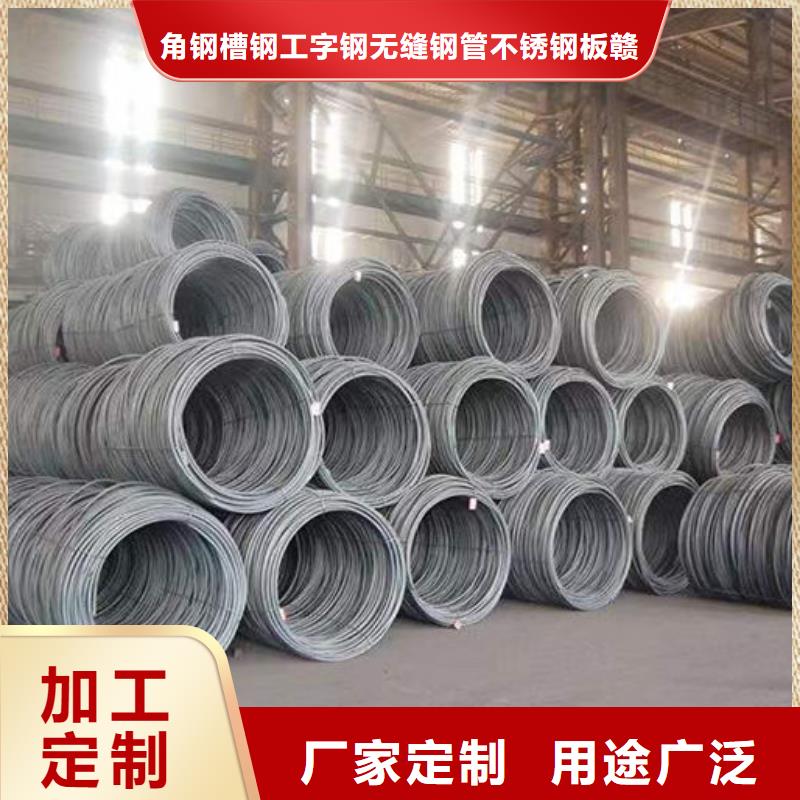
張家口鋼材進(jìn)一步擴(kuò)展就會(huì)成為疲勞裂紋,從而使零件疲勞強(qiáng)度下降。切削后表面層的硬化程度取決于金屬在切削過程中強(qiáng)化、弱化和相變作用的綜合結(jié)果。當(dāng)切削過程中強(qiáng)烈變形起主導(dǎo)作用時(shí),已表面就產(chǎn)生硬化;而當(dāng)切削溫度起主導(dǎo)作用時(shí),往往引起工件表層硬度降低和相變。在中增大變形和摩擦都將加劇硬化現(xiàn)象,而較高的溫度、較低的工件材料熔點(diǎn)則會(huì)減輕冷作硬化作用。殘余應(yīng)力對(duì)零件使用性能的影響殘余應(yīng)力是指在沒有外力作用情況下零件內(nèi)部為保持平衡而存留的應(yīng)力。有混勻料場(chǎng)時(shí),原的接受、儲(chǔ)存環(huán)節(jié)放在料場(chǎng)進(jìn)行,有時(shí)篩分熔劑、的準(zhǔn)備環(huán)節(jié)也放在料場(chǎng)進(jìn)行。是否設(shè)置熱礦篩,應(yīng)根據(jù)具體情況或試驗(yàn)結(jié)果、經(jīng)比較技術(shù)經(jīng)濟(jì)指標(biāo)后確定。機(jī)上冷卻工藝不包括熱礦破碎和熱礦篩分環(huán)節(jié)。窯頭罩是連接窯熱端與流程中下道工序(如冷卻機(jī)〉的中間體。燃燒器及燃燒所需空氣經(jīng)過窯頭罩入窯。窯頭罩內(nèi)砌有耐火材料,在固定的窯頭罩與回轉(zhuǎn)的筒體之間有密封裝置,稱為窯頭密封。窯尾罩是連接窯冷端與物料預(yù)設(shè)備以及煙氣設(shè)備的中間體,其內(nèi)砌有耐火材料。")
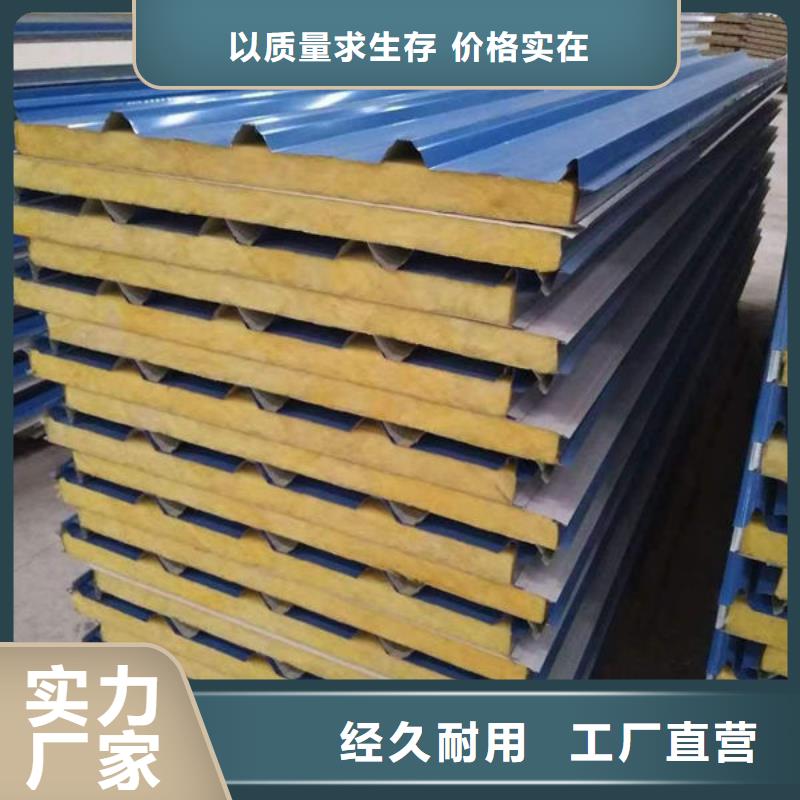
張家口彩鋼瓦的安裝工程一.瓦的正確鋪放方式⒈重疊式(適用于長(zhǎng)度≦15M的屋面)⒉交錯(cuò)式(適用于長(zhǎng)度≧15M的屋面)二.專用釘正確使用方法⒈專用釘須打在瓦骨中間才能有防水作用。⒉專用釘固定間隔橫豎為50CM~100CM( 4根/㎡)。⒊專用釘須由瓦的下端往屋頂方向打才能有美觀、密封、整齊的效果。三.安裝密封條脊瓦封檐蓋⒈ 將密封條分開兩半,對(duì)照瓦型壓在屋頂處蓋上脊瓦鋼材使用專用釘固定。⒉側(cè)面瓦的交接處,用水泥作密封處理后直接蓋上脊瓦,脊瓦底部用小瓦檔鋼材收尾。⒊瓦的下端即屋檐處直接安裝封檐蓋使用螺釘固定。⒌脊瓦交接處,對(duì)照接口用剪刀修剪成型后重疊并使用玻璃膠密封。")
