服務(wù)熱線:13100067565

您可能對(duì)開封本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-01-12 05:03:47 瀏覽次數(shù):2 公司名稱: 鑫福興管業(yè)有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 3000/噸 |
| 發(fā)貨期限 | 1天 |
| 供貨總量 | 100萬噸 |
| 運(yùn)費(fèi)說明 | 現(xiàn)付 |
| 最小起訂 | 1 |
| 質(zhì)量等級(jí) | K9 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 球墨鑄鐵 |
| 產(chǎn)品品牌 | 鑫福興 |
| 產(chǎn)品規(guī)格 | DN80-DN1400 |


格合理")
格合理")
格合理")
格合理")
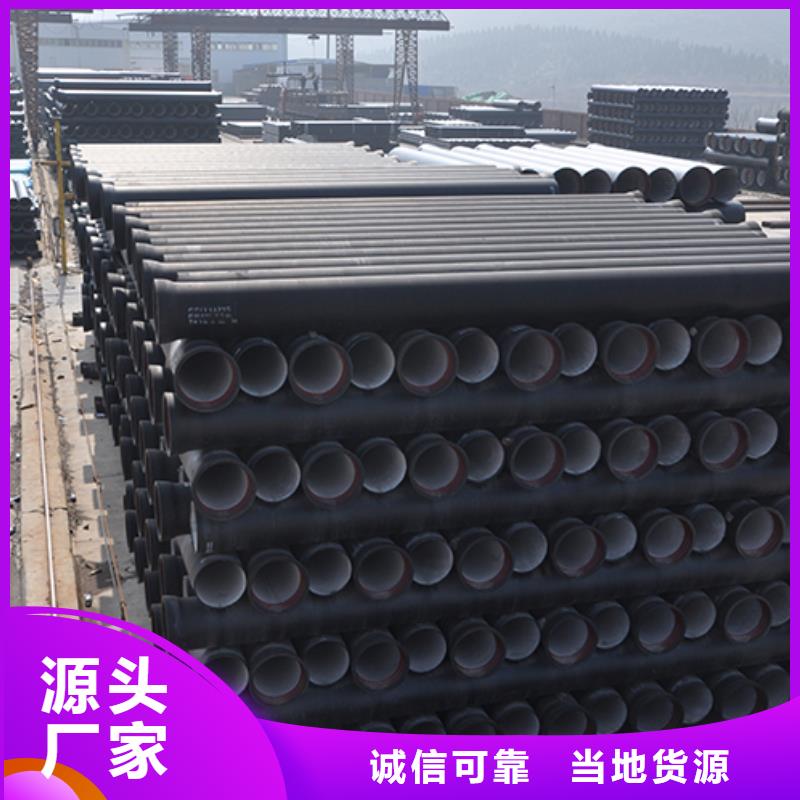
球墨鑄鐵管管內(nèi)的雜物很難清理,針對(duì)于這個(gè)問題華正鑄業(yè)做出了相對(duì)的解決方法,一下內(nèi)容為各位講解如何清洗球墨鑄鐵管內(nèi)的雜物。將球墨鑄鐵管承口內(nèi)的所有雜物擦洗干凈。將膠圈上的粘著物清擦干凈,把膠圈彎為“梅花形”或“8”字形裝入承口槽內(nèi),并用手沿整個(gè)膠圈按壓一遍,或用橡皮錘砸實(shí),確保膠圈各個(gè)部門不翹不扭,平均地卡在槽內(nèi)。將潤滑劑平均地涂刷在承口安裝好的膠圈內(nèi)表面、在插口外表面涂刷潤滑劑時(shí)要將插口線以外的插口部位全部刷勻。應(yīng)按下管的要求將管子下到槽底,通常采用人工下管法或機(jī)械下管法。安裝機(jī)具設(shè)備:球墨鑄鐵管將預(yù)備好的機(jī)具設(shè)備安裝到位,安裝時(shí)留意不要將已清理的管子部位再次污染。球墨鑄鐵管和普通鑄鐵管里都含有石墨單體,***是說鑄鐵是鐵和石墨的混合體。普通鑄鐵中的石墨是片狀存在的,石墨的強(qiáng)度很低,所以相稱于鑄鐵中存在很多片狀的曠地空閑,球墨鑄鐵管所以普通鑄鐵強(qiáng)度比較低,較脆。石墨鑄鐵中的石墨是呈球狀的,相稱于鑄鐵中存在很多球狀的曠地空閑。球狀曠地空閑對(duì)鑄鐵強(qiáng)度的影響遠(yuǎn)比片狀曠地空閑小,所以球墨鑄鐵管強(qiáng)度比普通鑄鐵強(qiáng)度高很多。作為優(yōu)異的供水管材,球墨鑄鐵管應(yīng)具備以下特性:高強(qiáng)度、抗腐蝕、耐高壓、事故率低、使用壽命長、高延伸率。 在供水輸氣管道工程中主要使用的管材有水泥管、灰鐵管、球墨鑄鐵管和鋼管等。格合理")
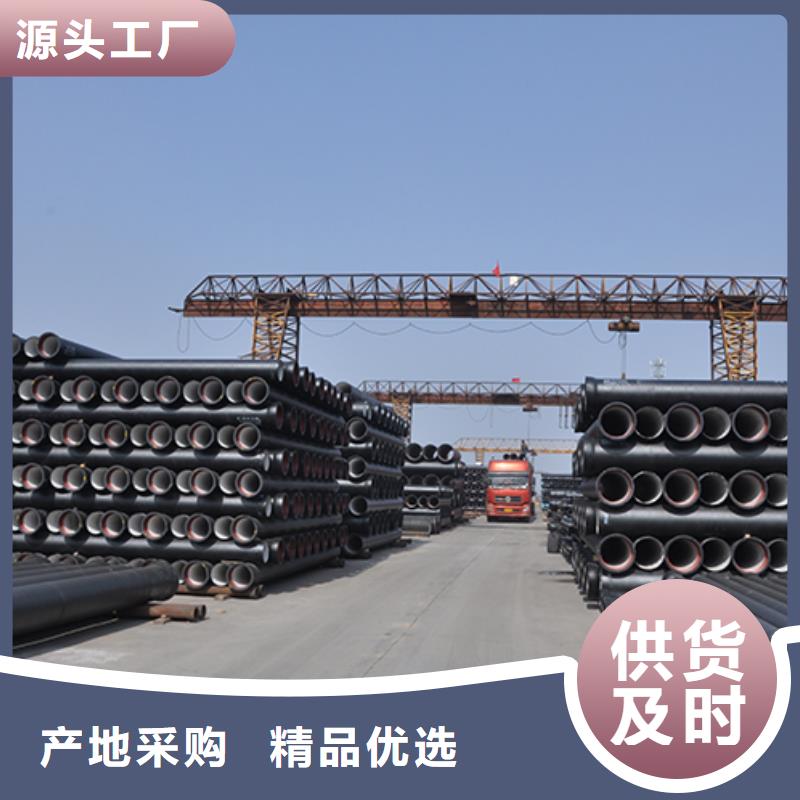
我國的球墨鑄鐵管行業(yè)起步于20世紀(jì)90年代初,在中國城鎮(zhèn)供水協(xié)會(huì)的大力支持下發(fā)展迅猛,經(jīng)過近20年的實(shí)踐使用,其性、實(shí)用性已被供水行業(yè)普遍認(rèn)可。目前,國內(nèi)球墨鑄鐵管行業(yè)大型企業(yè)數(shù)目較少,我國市場上能生產(chǎn)球墨鑄鐵管的企業(yè)大約有300多家,各廠在產(chǎn)品生產(chǎn)能力及產(chǎn)品質(zhì)量方面有很大的差異。中國球墨管引進(jìn)技術(shù)、設(shè)備投入生產(chǎn)前后也就20多年,無論從規(guī)模、品牌、布局等等新興鑄管規(guī)模較大,其在河北邯鄲、安徽蕪湖等地都有工廠,戰(zhàn)略布局優(yōu)勢(shì)明顯。中國球墨管廠家為集中的地區(qū)當(dāng)屬山西省晉城市了,當(dāng)?shù)匕傩粘浞职l(fā)揚(yáng)冶煉鑄造歷史精神,結(jié)合當(dāng)?shù)貎?yōu)質(zhì)的煤鐵資源,在2000年初紛紛投資建廠。格合理")
以彎頭為倒,若做長半徑彎頭,如鋼管,要先選定規(guī)格,提出管料。擴(kuò)徑率,通過理論計(jì)算,一般擴(kuò)徑率在33%-35%之間,倒推回去。短半徑219mm的一般的擴(kuò)徑率為50%。選好原料后,按彎頭規(guī)格下料,再考慮曲率半徑 比如,90°的彎頭,通過其曲率可以算出下多長料可加工出90°的彎頭。通過理論計(jì)算可算出,然后以該長度為定尺進(jìn)行切斷。 把料進(jìn)行熱推制。推制機(jī)大家可能都看過,實(shí)際很簡單。它是一個(gè)牛角狀芯頭或芯棒,芯棒由細(xì)變粗,推制過程是一個(gè)擴(kuò)徑帶彎曲的過程。后邊有支撐,把下料管段穿入芯棒,后邊有一牌坊架將芯棒固定。中間有一小車,小車有的通過液壓傳動(dòng),有的通過機(jī)械傳動(dòng)即絲杠傳動(dòng),然后往前推小車。小車推著管子順著芯棒往前走,芯棒外有一個(gè)感應(yīng)圈,把管子加熱,加熱好,然后小車把管子推下,就加工好一個(gè)。推好后,彎頭要就此熱狀態(tài)下進(jìn)行整形。因?yàn)橛械膹濐^處理不當(dāng)后,就會(huì)扭曲,這是不允許的。另外,推頭后一般都是前端外徑大,要通過整形模進(jìn)行整形。整形模實(shí)際上是一個(gè)壓力機(jī),要有一套模具,兩個(gè)半圓弧,上下各一個(gè)。整形后的外徑就達(dá)到了成品的尺寸要求了。壁厚就以來料的壁厚進(jìn)行控制。彎頭和管子的壁厚公差都是相同的,均為±12.5%。在推制過程中,正常情況下壁厚不應(yīng)當(dāng)發(fā)生變化,但如果因?yàn)楣ぞ咴颍械牡胤綍?huì)發(fā)生減壁現(xiàn)象,所以一般提料時(shí),壁厚要加一些余量,如彎頭是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制時(shí)由于局部減厚而超差。整好形后,彎頭的外徑、壁厚尺寸都達(dá)到了要求。下面就進(jìn)行精整工序,經(jīng)過噴丸處理,把彎頭內(nèi)外表面的氧化鐵皮去除,把兩端進(jìn)行坡口處理以便于焊接。再經(jīng)過檢查、打鋼字、噴涂漆、包裝等工序后,就可以出廠了。以上是24″以下以無縫鋼管作為原料的彎頭生產(chǎn)方法,超過24″以后即600mm以上的, 彎頭在2.032米~2.80米之間,是用鋼板做的。把鋼板按要求裁成料后,像uoe成型,也是通過沖模沖壓沖成圓形。有兩半然后再拼合、焊接。由于焊縫的存在,所以要進(jìn)行無損探傷。由于有焊接應(yīng)力的存在,所以還要進(jìn)行熱處理。焊接彎頭多了兩道工序:一是探傷,一是熱處理。其他程序相同。
球墨鑄鐵管格合理")
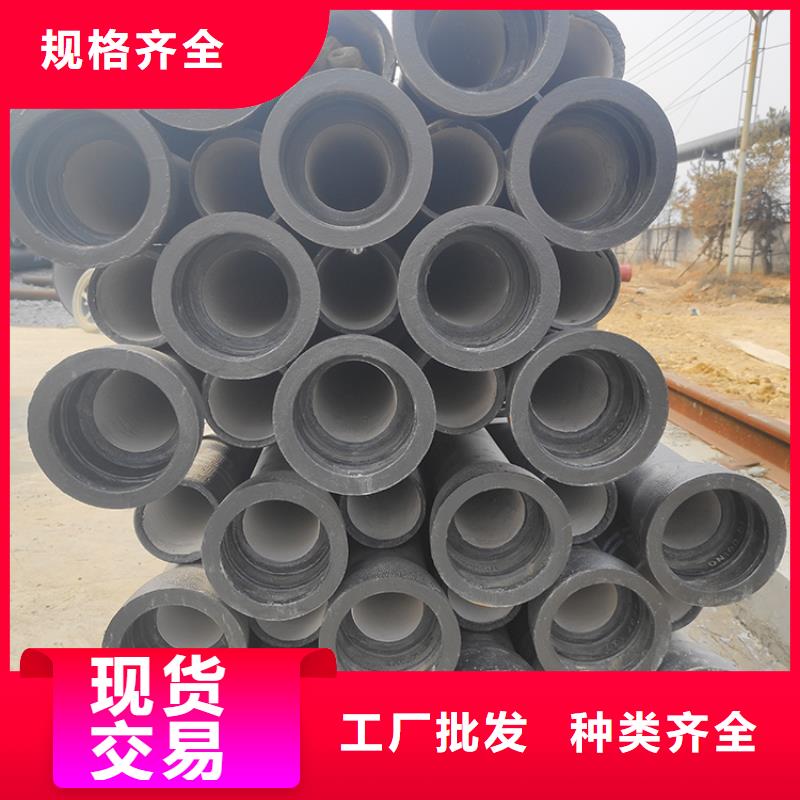
球墨鑄鐵管施工過程中,下管質(zhì)量的好壞決定著運(yùn)行的可靠性、質(zhì)量等多方面因素,按照球墨鑄鐵管的特點(diǎn)與特性,建議采取如下形式的下管操作:1、下管:應(yīng)按下管的要求將球墨鑄鐵管下到槽底,通常采用人工下管法或機(jī)械下管法。2、頂推管子使之插入承口:在安裝時(shí),為了將插口插入承口內(nèi)較為省力、順利。首先 球墨鑄鐵管將插口放入承口內(nèi)且插口壓到承口內(nèi)的膠圈上,接好鋼絲繩和倒鏈,拉緊倒鏈;直到插口插入承口全部到位,并保證承口四周外沿至膠圈的距離一致。3、清理膠圈、上膠圈:將膠圈上的粘著物清擦干凈,確保膠圈各個(gè)部分不翹不扭,均勻地卡在槽內(nèi)。格合理")