





線成型機可以將攀枝花線材進行不同的加工操作,能根據需求將一根鋼絲、鐵線、不銹鋼絲折彎成平面或立體的形狀,目前在工業加工領域上廣泛使用,那線成型機是怎樣對攀枝花線材進行加工成型?線成型機將攀枝花線材成型過程主要體現在以下幾個步驟方面:1、首先通過奧領線成型機的校直架將攀枝花線材進行校直,然后將攀枝花線材送線到合適的程度;2、線成型機轉臂通過升降,將攀枝花線材鋼材卡到折角芯或折角頭,使攀枝花線材貼在折角頭平面上,折角盤帶動折角馬旋轉運,對攀枝花線材進行折彎成平面或者需求的各種立體形狀;3、攀枝花線材成形后轉臂通過升降離開攀枝花線材,再通過送線指令,把攀枝花線材退回到合適的位置,線成型機再進行切斷指令進行切斷,這樣整個攀枝花線材加工過程就完成。
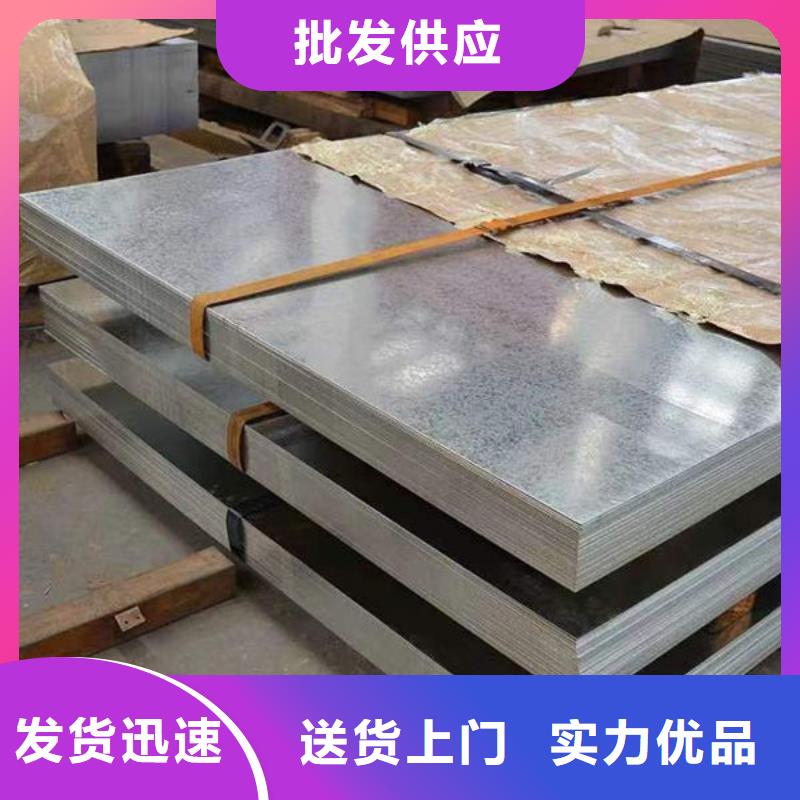
攀枝花螺旋鋼管按工作方式如何分類?攀枝花螺旋鋼鋼材管輸水灌溉系統按工作方式可分為移動式、半固定式和固定式。1. 移動式。除水源外管道及分水設備都可移動機泵有的固定有的也可移動。攀枝花螺旋鋼管多采用薄膜塑料軟管(小白龍)或維綸涂塑軟管簡便易行成本低使用靈活適應性強能夠跨溝過路任意轉彎。但薄膜塑料軟管不耐用易破損壽命一般只有1-2年。在高稈作物生長后期因為作物長得高在行間地壟里移動軟管有困難。2.半固定式管道系統的部分固定另一部分移動。一般干管或干、支管為固定地埋管由分水口連接移動軟管輸水入田間。這種形式支管間距較大出水口間距也大相應也減少了固定地埋管用量降低了單位面積投資但灌水時由于經常移動田間地面軟管勞動強度大工作條件差。3. 固定式。低壓管道輸水灌溉系統中的各級管道及分水設施均埋入地下固定不動。給水栓或分水口直接分水進入田間溝畦沒有軟管連接。田間毛渠較短固定攀枝花螺旋鋼管密度大標準高。這類系統運行管理方便灌水均勻但一次性投資相應較大。
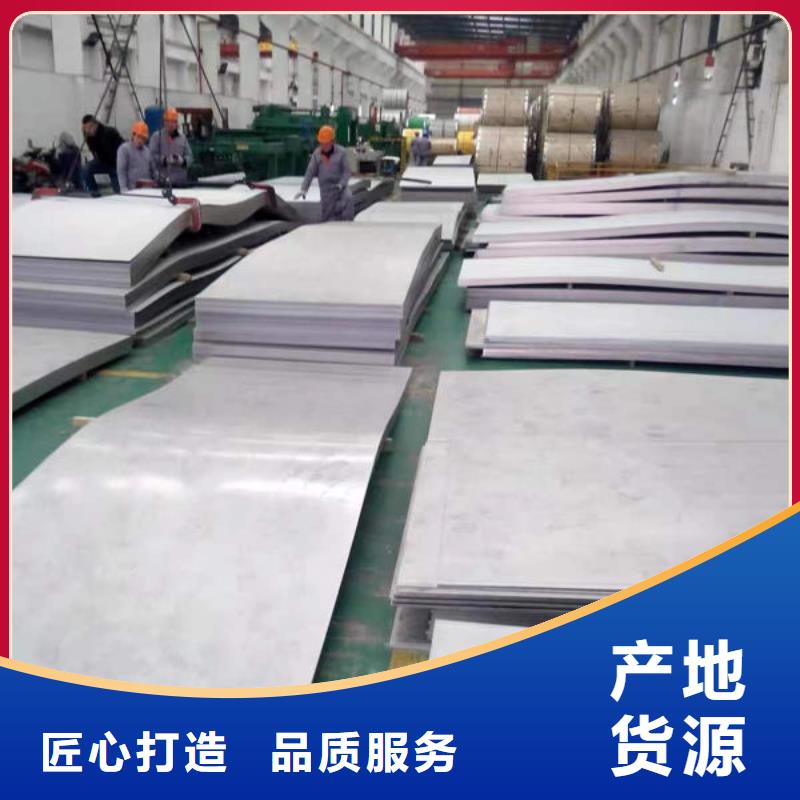
攀枝花螺旋鋼管是怎么制作的1.涂油打標:在檢查合格的螺旋管進行涂油操作以防腐蝕,并根據客戶的要求進行打標。2.矯平銑邊:使用壓砧機將原來卷曲的鋼板調平,再通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3、剪切成型:將鋼 板沿外沿螺旋卷曲成管狀。4.對焊切割:采用雙面埋弧焊技術進行預焊接,內焊接,外焊接。將焊接成型的鋼管使用等離子尺切割成規范長度。5.目視檢查:由專業技術人員對一些基本的參數進行檢查。6.超聲波探傷:對內外焊縫及焊縫兩側母材進行的檢查。7.X射線探傷:對內外焊縫進行 的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。8.打壓試驗:在水壓試驗機上對攀枝花螺旋鋼管進行逐根檢驗以保證鋼材管達到標準要求的試驗壓力。9.倒棱平頭:將檢驗合格后的攀枝花螺旋鋼管進行管端加工,達到要求的管端坡口尺寸。10.后檢查:攀枝花螺旋鋼管再次進行超聲波和X射線探傷以及進行管端磁粉檢驗檢查是否存在焊接問題及管端缺陷。
攀枝花角鋼俗稱角鐵、是兩邊互相垂直成角形的長條鋼材。有等邊攀枝花角鋼和不等邊攀枝花角鋼之分。等邊攀枝花角鋼的 兩個邊寬相等。其規格以邊寬×邊寬×邊厚的毫米數表示。如"∟30×30×3",即表示邊寬為 30毫米、邊厚為3毫米的等邊攀枝花角鋼。等邊攀枝花角鋼理論重量計算 鋼材理論重量計算的計量單位為公斤( kg )。其為: W (重量, kg ) = F (斷面積 mm2 )× L (長 度, m )×ρ(密度, g/cm3)× 1/1000 鋼的 密度為: 7.85g/cm3等邊攀枝花角鋼的表面質量在標準中有規定,一般要求不得存在使用上有害的缺陷,如分層、結疤、裂縫等。等邊攀枝花角鋼幾何形狀偏差的允許范圍在標準中也有規定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項,并規定攀枝花角鋼不得有顯著的扭轉。
