




忻州大口徑彎管大廠家選的放心
 航蕭管件
航蕭管件
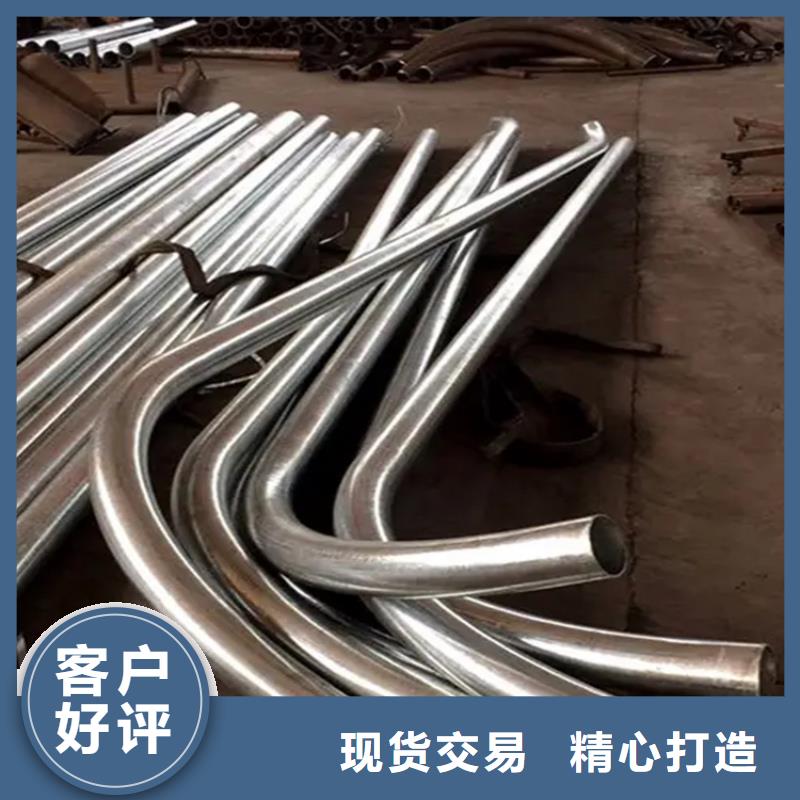
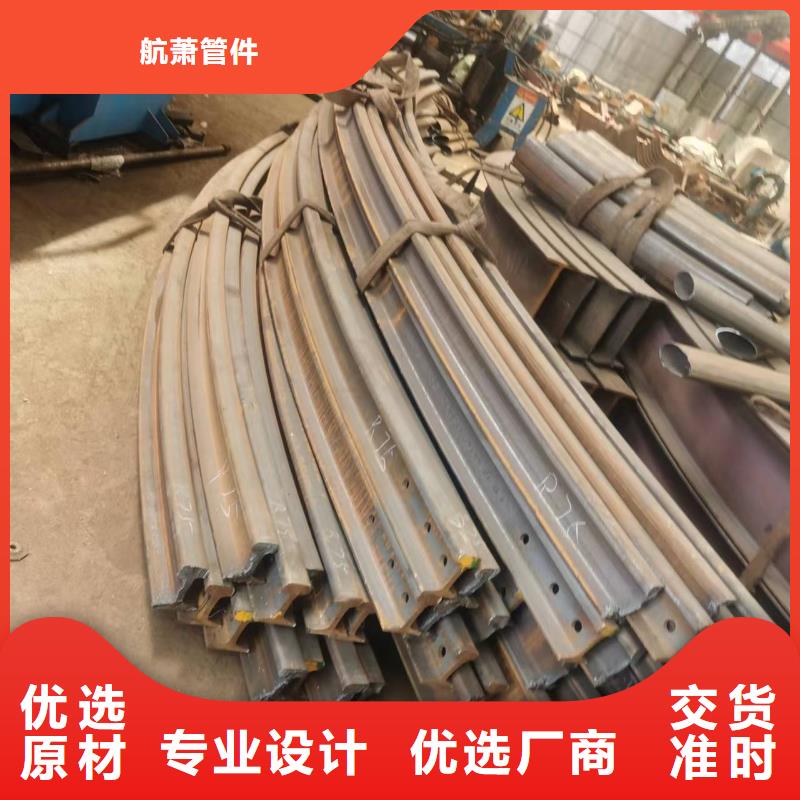
 本公司擁有中頻彎管生產(chǎn)線10條、冷彎生產(chǎn)線10條,可生產(chǎn)各種材質(zhì)的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產(chǎn)。為方便一站式服務。
本公司擁有中頻彎管生產(chǎn)線10條、冷彎生產(chǎn)線10條,可生產(chǎn)各種材質(zhì)的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產(chǎn)。為方便一站式服務。
 怎樣對彎管加工方法進行更好的完善。目前彎管機的液壓泵之間的連接,不再需要依賴法蘭進行連接,這種小改進設計不僅可以控制成本浪費,而且在不需要法蘭連接的情況下,發(fā)現(xiàn)電機和泵之間的驅(qū)動更加順暢,噪音大大改善,將軸泵軸直接連接到電動機主軸,使彎管加工提高了效率,提高了扭轉(zhuǎn)能力,從而進一步改進了整個液壓管道加工機械。
怎樣對彎管加工方法進行更好的完善
許多使用過彎管機設備的用戶,對彎管機和液壓性能有一定的了解,在彎管機的一些操作中,需要添加壓縮閥來控制彎管機上的夾緊裝置,其電磁閥的原因是為了降低用戶使用成本,因此通常購買的外形規(guī)格中,現(xiàn)在也可以滿足他們的產(chǎn)品處理范圍,在常用液壓彎管機設備的設計中,采用更合理的設計,提高彎管加工設備的整體性能,降低成本,同時適當?shù)貫槠髽I(yè)制造行業(yè)的環(huán)境保護做出貢獻。
由于彎管機在電動馬達驅(qū)動液壓驅(qū)動泵時,在電機和泵連接點使用電機和泵連接法蘭,連接油泵和電機之間的驅(qū)動器,之后經(jīng)過研究和改進,彎管加工過程中裂紋原因了解,彎管產(chǎn)生的缺陷和保護微裂紋誘導,并在加熱曲線鋼管中,以超過一定水平的變形溫度,以及在彎管外部會發(fā)生微裂紋,在這兩種情況下,都與彎管的材質(zhì)相關。
為了更好地使用彎管機和液壓彎管機,在管道折彎上添加壓縮閥,是為了減少在進行彎管加工機過載的產(chǎn)品時,以及彎頭滑動或彎管加工不銹鋼管道時,滑動對彎頭加工質(zhì)量的影響,根據(jù)成型條件,彎管加工后通過熱處理使組織重新結(jié)合。
怎樣對彎管加工方法進行更好的完善。目前彎管機的液壓泵之間的連接,不再需要依賴法蘭進行連接,這種小改進設計不僅可以控制成本浪費,而且在不需要法蘭連接的情況下,發(fā)現(xiàn)電機和泵之間的驅(qū)動更加順暢,噪音大大改善,將軸泵軸直接連接到電動機主軸,使彎管加工提高了效率,提高了扭轉(zhuǎn)能力,從而進一步改進了整個液壓管道加工機械。
怎樣對彎管加工方法進行更好的完善
許多使用過彎管機設備的用戶,對彎管機和液壓性能有一定的了解,在彎管機的一些操作中,需要添加壓縮閥來控制彎管機上的夾緊裝置,其電磁閥的原因是為了降低用戶使用成本,因此通常購買的外形規(guī)格中,現(xiàn)在也可以滿足他們的產(chǎn)品處理范圍,在常用液壓彎管機設備的設計中,采用更合理的設計,提高彎管加工設備的整體性能,降低成本,同時適當?shù)貫槠髽I(yè)制造行業(yè)的環(huán)境保護做出貢獻。
由于彎管機在電動馬達驅(qū)動液壓驅(qū)動泵時,在電機和泵連接點使用電機和泵連接法蘭,連接油泵和電機之間的驅(qū)動器,之后經(jīng)過研究和改進,彎管加工過程中裂紋原因了解,彎管產(chǎn)生的缺陷和保護微裂紋誘導,并在加熱曲線鋼管中,以超過一定水平的變形溫度,以及在彎管外部會發(fā)生微裂紋,在這兩種情況下,都與彎管的材質(zhì)相關。
為了更好地使用彎管機和液壓彎管機,在管道折彎上添加壓縮閥,是為了減少在進行彎管加工機過載的產(chǎn)品時,以及彎頭滑動或彎管加工不銹鋼管道時,滑動對彎頭加工質(zhì)量的影響,根據(jù)成型條件,彎管加工后通過熱處理使組織重新結(jié)合。
 彎管彎曲方法加工怎樣完成的。目前的彎頭加工通常采用彎曲的方法加工,生產(chǎn)過程中使用的設備多為通用機械壓力機和液壓機,有時有效使用專用彎曲壓力機,彎頭加工通常使用該液壓設備,該設備用三輥軋機確定圓三點,有效地使平板連續(xù)彎曲,使兩個驅(qū)動輥和壓力機.
彎管彎曲方法加工怎樣完成的
在彎頭加工時,調(diào)節(jié)生產(chǎn)中的中壓輥的上下位置,使其與驅(qū)動輥的相對距離在一定程度上有效變化,產(chǎn)品的實用化正在迅速提高。
目前使用的彎管加工設備在玻璃成形機械領域解決了加工中的火焰溫度,解決了控制問題。
如今了解到彎管加工設備,包括殼體左側(cè)頂部和底部與支撐板固定連接,由于支撐板數(shù)量為兩個,可以方便地調(diào)節(jié)裝置彎管的直徑,減少大量的人力物力,提彎管高調(diào)節(jié)效率,從而有效提高彎曲管機械的工作效率,以至在實際應用中發(fā)揮出獨特的優(yōu)勢,因此滿足了應用需求。
在加工彎頭時,對彎曲有一定的要求。
并在加工彎管過程中,有效降低了生產(chǎn)成本,由于不需要特殊設備,因此特別適合,現(xiàn)場加工大彎頭其中的管道加工設備,如今的彎管機,其設置在機床上的彎管加工設備結(jié)構(gòu),設置在機床上的送料裝置,機頂一端設有頂圓筒,其中彎管加工設備結(jié)構(gòu)的工具,用于在插入管狀構(gòu)件之后,以固定管狀構(gòu)件的心軸,并固定到氣缸的活塞桿上,目前具有許多優(yōu)點和效果,已得到了實際的應用。
現(xiàn)在使用的導向式新型彎頭加工設備,氣缸基座固定在殼體的尾部,氣缸體安裝在氣缸基座上,氣缸芯安裝在氣缸體上,導軌沿軸向固定在底盤的上表面的兩側(cè),支架的底部能夠移動到導軌上導軌固定在手推車地板上表面兩側(cè)的垂直導軌上,與導軌平行的調(diào)節(jié)螺釘固定在滑車底板上,端蓋安裝在滑車外殼的前側(cè)和后側(cè),活動通過轎車主軸,現(xiàn)在的導向新型彎頭加工能夠?qū)崿F(xiàn)自動進給。
彎管彎曲方法加工怎樣完成的。目前的彎頭加工通常采用彎曲的方法加工,生產(chǎn)過程中使用的設備多為通用機械壓力機和液壓機,有時有效使用專用彎曲壓力機,彎頭加工通常使用該液壓設備,該設備用三輥軋機確定圓三點,有效地使平板連續(xù)彎曲,使兩個驅(qū)動輥和壓力機.
彎管彎曲方法加工怎樣完成的
在彎頭加工時,調(diào)節(jié)生產(chǎn)中的中壓輥的上下位置,使其與驅(qū)動輥的相對距離在一定程度上有效變化,產(chǎn)品的實用化正在迅速提高。
目前使用的彎管加工設備在玻璃成形機械領域解決了加工中的火焰溫度,解決了控制問題。
如今了解到彎管加工設備,包括殼體左側(cè)頂部和底部與支撐板固定連接,由于支撐板數(shù)量為兩個,可以方便地調(diào)節(jié)裝置彎管的直徑,減少大量的人力物力,提彎管高調(diào)節(jié)效率,從而有效提高彎曲管機械的工作效率,以至在實際應用中發(fā)揮出獨特的優(yōu)勢,因此滿足了應用需求。
在加工彎頭時,對彎曲有一定的要求。
并在加工彎管過程中,有效降低了生產(chǎn)成本,由于不需要特殊設備,因此特別適合,現(xiàn)場加工大彎頭其中的管道加工設備,如今的彎管機,其設置在機床上的彎管加工設備結(jié)構(gòu),設置在機床上的送料裝置,機頂一端設有頂圓筒,其中彎管加工設備結(jié)構(gòu)的工具,用于在插入管狀構(gòu)件之后,以固定管狀構(gòu)件的心軸,并固定到氣缸的活塞桿上,目前具有許多優(yōu)點和效果,已得到了實際的應用。
現(xiàn)在使用的導向式新型彎頭加工設備,氣缸基座固定在殼體的尾部,氣缸體安裝在氣缸基座上,氣缸芯安裝在氣缸體上,導軌沿軸向固定在底盤的上表面的兩側(cè),支架的底部能夠移動到導軌上導軌固定在手推車地板上表面兩側(cè)的垂直導軌上,與導軌平行的調(diào)節(jié)螺釘固定在滑車底板上,端蓋安裝在滑車外殼的前側(cè)和后側(cè),活動通過轎車主軸,現(xiàn)在的導向新型彎頭加工能夠?qū)崿F(xiàn)自動進給。
